Lutowanie indukcyjne stali nierdzewnej do mosiądzu
Opis
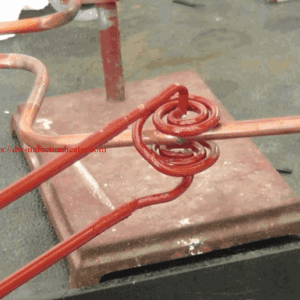
Lutowanie indukcyjne stali nierdzewnej do mosiądzu, miedzi za pomocą indukcyjnego sprzętu grzewczego
Cel badania
Lutowanie gniazda zaworu ze stali nierdzewnej do mosiężnej armatury w atmosferze tlenu i poprawa niezawodności montażu.
Opis części i materiałów
Zawór ze stali nierdzewnej, mosiężne mocowanie hydrauliczne z gwintem wewnętrznym 0,25", czarny topnik, preformy pierścienia lutowniczego
Wymagana temperatura
1325°F
Indukcyjne urządzenia grzewcze
DW-UHF-6kW-III Zasilacz indukcyjnego ogrzewania RF, dwuobrotowy spiralny induktor (cewka)
Częstotliwość pracy
300 kHz Ogrzewanie
Procedura
Testy przeprowadzono w atmosferze otwartego powietrza. Specjalnie zaprojektowany, dwuobrotowy spiralny induktor został użyty do zapewnienia optymalnego ogrzewania obszaru połączenia zespołu hydraulicznego. Wstępne testy przeprowadzono z gołymi częściami i farbami wykrywającymi temperaturę w celu ustalenia czasu do temperatury i profili nagrzewania. Następnie części zostały ustawione w pozycji z prześwitem od .002" do .003". Preforma pierścienia lutowniczego została umieszczona, a na zespół nałożono czarny topnik. Ciepło RF zostało zastosowane z zasilaczem RF przez 7 sekund, aby osiągnąć temperaturę lutowania 1325 ° F. W tej temperaturze stop lutowniczy wpłynął do złącza i utworzył mocne połączenie.
Wnioski
Spójne, powtarzalne wyniki osiągnięto przy 1325°F w ciągu 7 sekund. Lut płynął dobrze. Lutowanie indukcyjne tworzy mocne, czyste połączenie, które jest idealne dla tego typu produktów konsumenckich.