

Koperen buizen solderen met inductie
Beschrijving
Doel
aantonen inductiesolderen van koperen buizen en soldeertijd met behulp van het DW-UHF-10 kW-systeem en de beschikbare split lab-spoel

Uitrusting
DW-UHF-10KW inductiesoldeermachine
Materialen
- Koperen buis - Zuigbuis
- Soldeerpasta
Belangrijkste parameters
Vermogen: 10 kW
Temperatuur: Ongeveer 1500° F (815° C)
Tijd: 5 - 5,2 sec

Proces:
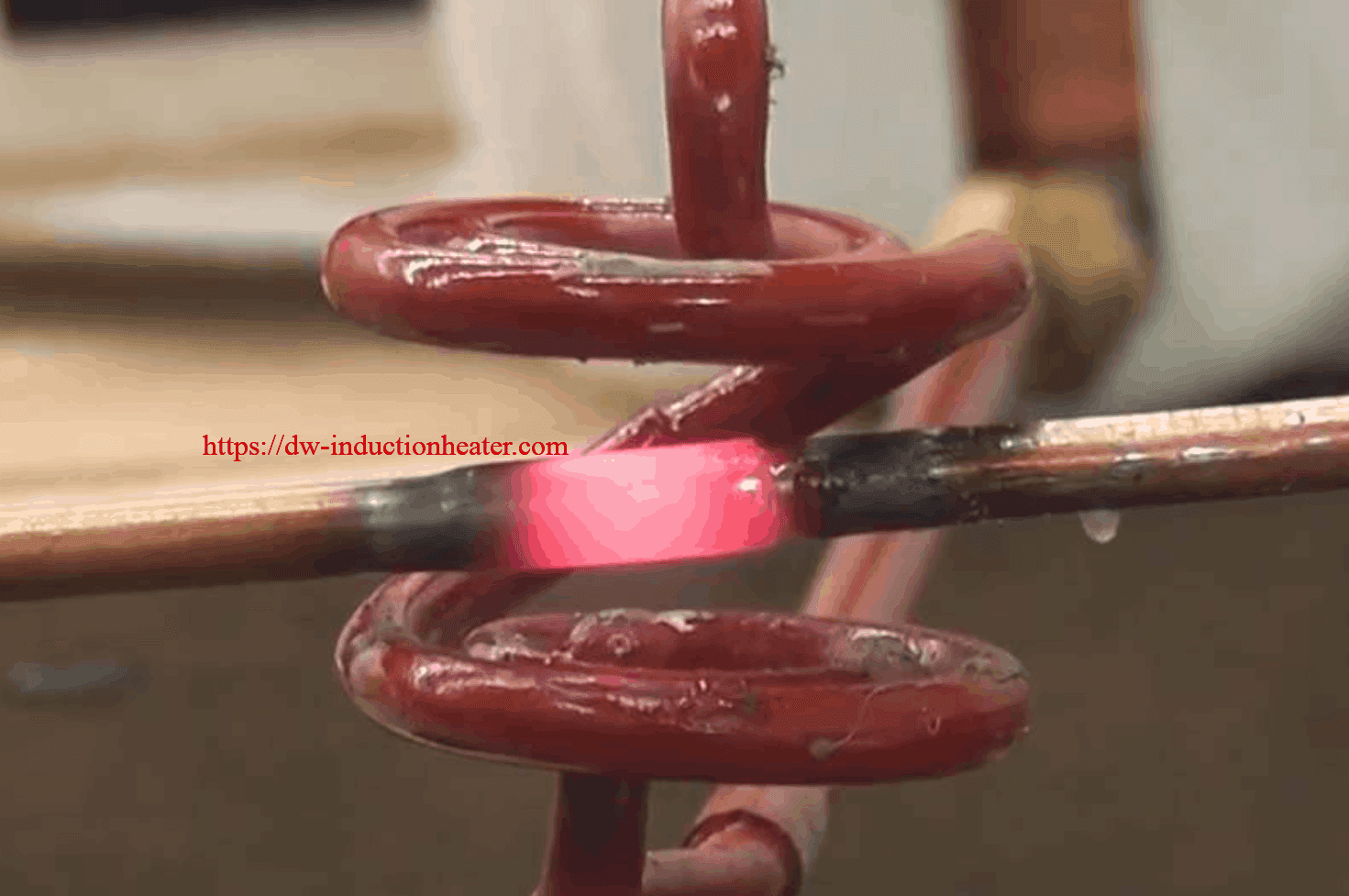
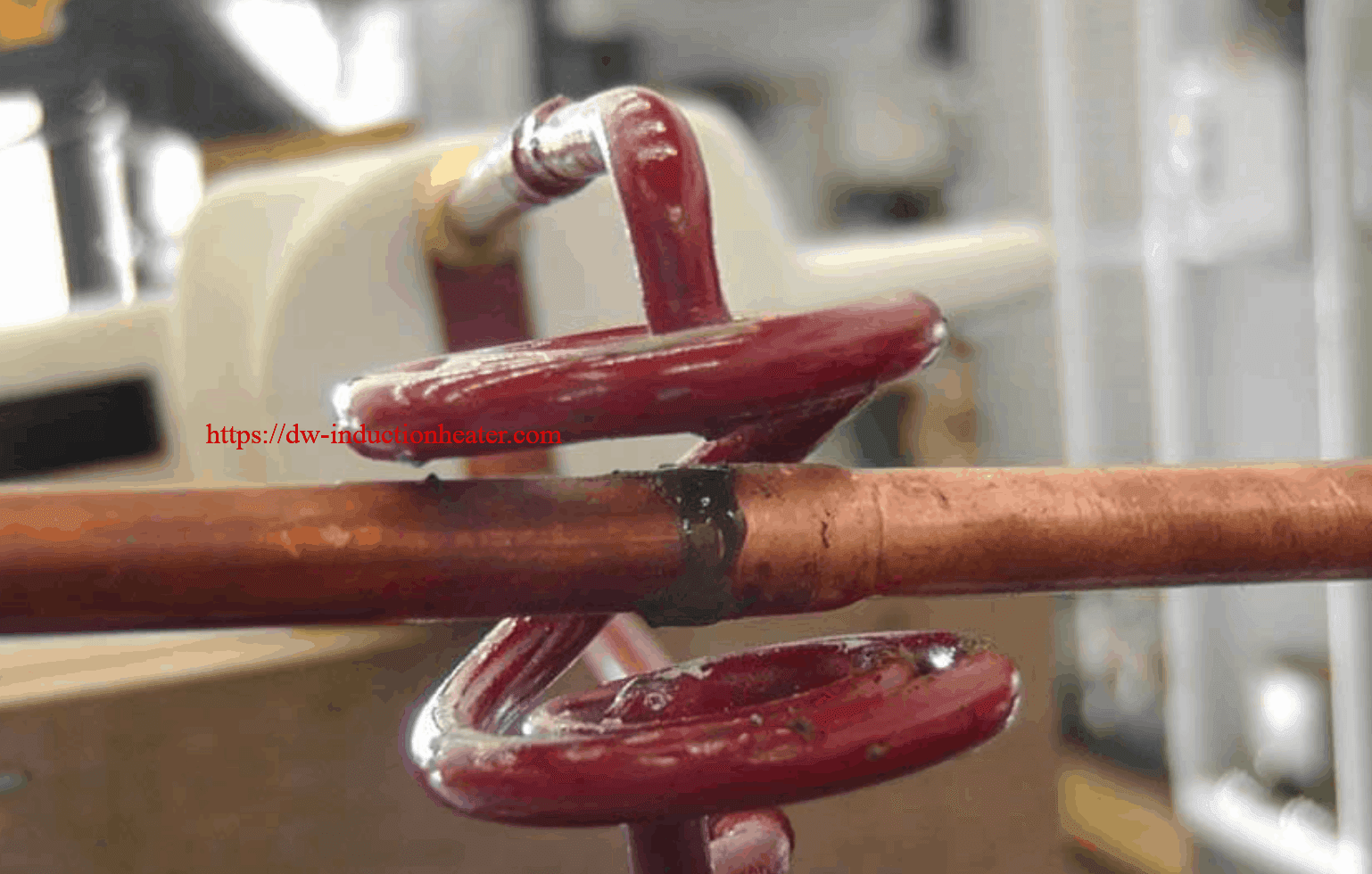
Omdat er maar één assemblage werd geleverd voor de test, stelden we een testbelasting in met behulp van een zwaarwandige 5/16" koperen buis die zo was opgezet dat de ene buis de andere accepteerde aan een gevormd open flensuiteinde. De opwarmtijd werd geschat met behulp van tempilaque-verf om de temperatuur aan te geven. De testassemblage (gevolgd door de meegeleverde componenten) werd geassembleerd met een laag hardsoldeerpasta van een legering 505 en in de labtestspoel geplaatst volgens de bijgevoegde foto's. Er werd een warmtecyclus van 5 - 5,2 seconden gevonden om de legering te laten vloeien en de verbinding te maken.

Resultaten/Voordelen:
- Zoals aangetoond, is het DW-UHF-model inductiesoldeersysteem is in staat om zowel de grootste als de kleinste buis tot buis secties te verwarmen om een gesoldeerde verbinding te voltooien. De opwarmtijden bij gebruik van een beschikbare testspoel liggen binnen de verwachtingen voor productiewarmte die Electrolux stelt.
- HLQ heeft een volledige assemblage nodig ter beoordeling om een definitief spoelontwerp te ontwikkelen dat geschikt is voor alle 12 verbindingen die op uw lay-outfoto zijn aangegeven. Het is noodzakelijk om de afstanden tussen de buisverbindingen die gesoldeerd moeten worden en het stalen compressorgedeelte te kennen en te zien om er zeker van te zijn dat de stalen behuizing niet wordt beïnvloed door het resulterende RF-veld dat bij de belastingsspoel wordt gecreëerd. Dit uiteindelijke ontwerp kan de toevoeging van ferrietmaterialen in de spoel vereisen die dienen om het RF-veld naar de koperen draden te richten en niet naar de stalen behuizing.
- De eerste tests met de DW-UHF-10kW werden uitgevoerd met een beschikbare labspoel. De productiespoel zal zich in een niet-geleidende behuizing bevinden, zodat de operator deze kan gebruiken om de spoel tegen de koperen draden te plaatsen voor een nauwkeurige en positieve verwarmingslocatie voor het soldeerproces. Het ontwerp van de productiespoel zal kortere draden hebben dan de testspoel en zodanig geconfigureerd zijn dat de verhittingscycli verbeterd worden (kortere verhittingstijden).





