Inductiesolderen van koperbuis
Beschrijving
Inductie solderen koperen buis met hoge frequentie RF verwarming apparatuur
Doelstelling onderzoek
Een koperen buissamenstel in een inerte atmosfeer binnen 45 seconden verhitten tot 1450°F voor hardsolderen zonder vloeimiddel of zuurreiniging.
Onderdelen en materialen Beschrijving
Koperen buisassemblage, temperatuurgevoelige verf, voorvormen hardsolderen
Vereiste temperatuur
1450°F
Inductieverwarmingsapparatuur
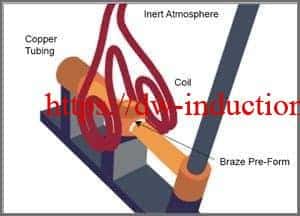
DW-UHF-10kW Inductieverwarmingsvoeding, externe warmtecentrale met twee condensatoren van 1,25 microfarad (cumulatieve capaciteit van 0,625 mfd.) en een speciaal ontworpen spoel.
Bedrijfsfrequentie
400kHz
Verwarmingsprocedure
De tests werden uitgevoerd in ABS Mark 2 met een mengsel van 95% argon en 5% waterstofgas. Er werd een speciaal ontworpen, gesplitste spiraalvormige inductor met vier bochten gebruikt om het verbindingsgebied van de buisassemblage optimaal te verwarmen. Nadat eerste tests waren uitgevoerd met kale onderdelen en temperatuurgevoelige verf om de tijd-tot-temperatuur en verwarmingsprofielen vast te stellen, werd in 45 seconden een temperatuur van 1450°F bereikt om de hardsoldeervoorvormen te smelten.
Conclusie
Bij 1450°F werden binnen 45 seconden succesvolle resultaten behaald. Aangezien de warmte door de buisassemblage wordt geleid, hebben volgende verbindingen op dezelfde assemblage minder tijd nodig. Het hardsolderen van koperen buisassemblages is een uitstekende toepassing voor inductieverwarming.