Inductiesolderen van messing buis naar messing schijf
Beschrijving
Toepassingen voor hoogfrequent inductiesolderen van messing buis naar messing schijf

Doel
De klant moet een messing steel verzilveren aan een messing monument.
- Gebruikt zilversoldeer voor soldeerlegering, met Stay Silv-vloeimiddel
- Het huidige proces maakt gebruik van een toorts, wat 2-3 minuten per stuk duurt.
Uitrusting
DW-HF-15kw inductiesoldeerverwarmer
Materialen
- Monster materialen zijn beide van messing. Middenbuis - .500" (12,7mm) OD (0,0605" (1,537mm) wanddikte) x 2,9/3" (73,66mm) hoog
- Markeringsplaat - 91,44 mm (OD) x 3,175 mm (nominaal) dik (licht hol).
- Legering - Sil Fos staaf- 0,125" (3,175mm) x 0,050" (1,27mm)
- Flux
Belangrijkste parameters
Temperatuur: 1475-1500°F (801-815°C)
Vermogen: 5 kW
Tijd: 45 seconden

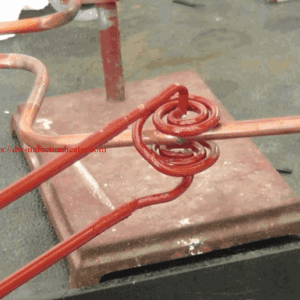
Proces van inductiesolderen:
- Om aan te tonen dat het "handmatig toevoeren" van de legering (een gebruikelijke praktijk bij solderen met een toorts) niet meer nodig is, hebben we de legering van de klant gevormd tot een ring die strak over de middelste paalbuis past. Deze methode biedt verschillende voordelen in de productie: (a) de legering in voorgevormde ringen levert een uniforme hoeveelheid voor elke cyclus, wat resulteert in uniforme verbindingen en bevochtiging (b) de operator heeft minder controle met uniforme legeringsringen - operators hebben geen speciale vaardigheden nodig zoals bij hardsolderen met een toorts. De leverancier van de legering kan voorgevormde ringen leveren die nauw aansluiten op de buitendiameter van de buis.
- We fluxten de buis en het paringgebied op de markeerplaat met de meegeleverde Stay Silv witvloeimiddel en verplaatsten de voorgevormde legeringring naar de bodem van de buis om contact te maken met zowel de buis als de markeerplaat op hun interfacepositie.
- Een spoel met twee secties/diameter werd ontworpen om de buis en de plaat gelijkmatig te verhitten tot ongeveer 1500 0F op het grensvlak van de onderdelen - zodra de temperatuur was bereikt om de legering te laten stromen, stroomden de voorgevormde ringen rond de buis en markeerplaat die een compleet hardsoldeerfilet vormden. De soldeerlaag mocht stollen, waarna het geheel uit de spoel werd gehaald en in een waterbad werd geplaatst om de achtergebleven fluxresten te verwijderen.

Voordelen van inductiesolderen:
- Nauwkeurige regeling van tijd en temperatuur
- Vermogen op aanvraag met snelle warmtecycli
- Herhaalbaar proces, niet afhankelijk van operator
- Veilig verwarmen zonder open vuur
- Energie-efficiënte verwarming