
Roestvrijstalen inductiehardsoldeerbuis aan een basis
Doel:
Inductiesolderen werd gebruikt om een roestvaststalen buis (OD: 45 mm, ID: 42 mm) te verbinden met een compatibele metalen basis. Het doel was om een sterke, lekvrije verbinding te krijgen met een hoge verbindingsintegriteit die geschikt was voor mechanische en thermische belastingen. Het doel was ook om de hardsoldeerparameters te optimaliseren, waaronder vermogen, frequentie, spoelontwerp, selectie van vulmetaal en hardsoldeertijd, met behoud van kostenefficiëntie en minimale thermische vervorming.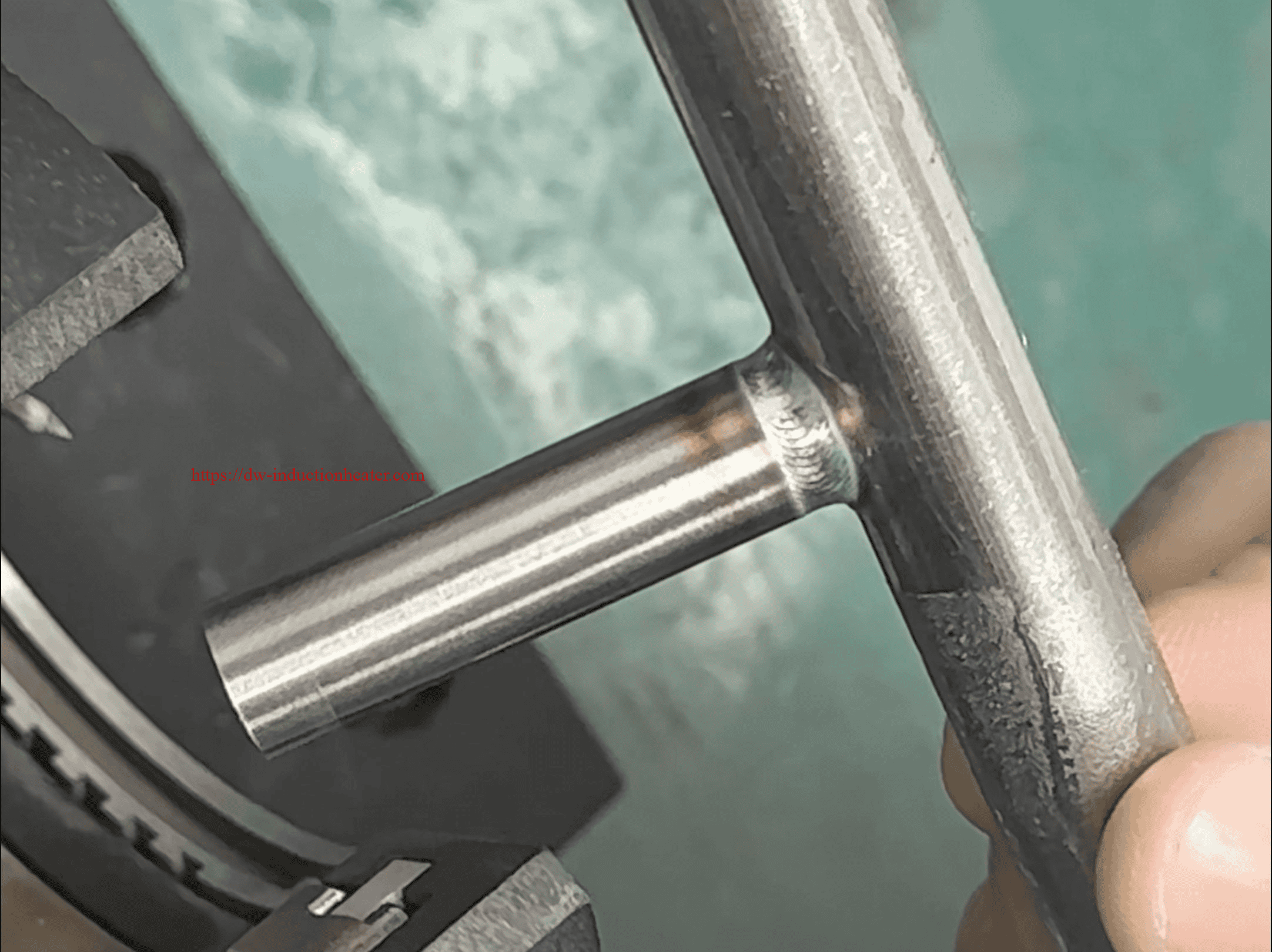
Uitrusting:
- Inductiesoldeermachine
- Model: 10kW inductiesoldeersysteem
- Frequentiebereik: 300-800kHz
- Aangepaste inductiespoel
- Speciaal ontworpen om te voldoen aan de geometrie en verwarmingsvereisten van de roestvaststalen buis en basisverbinding.
- Koelsysteem
- Waterkoelsysteem om oververhitting van de inductieapparatuur te voorkomen en de temperatuur te stabiliseren tijdens continu bedrijf.
- Opspansystemen en positioneringshulpmiddelen
- Een mal en klemmen om de roestvrijstalen buis en basis tijdens het hardsolderen nauwkeurig uit te lijnen.
Materialen:
- Roestvrijstalen buis
- Buitendiameter: 45mm
- Binnendiameter: 42 mm
- Materiaalkwaliteit: AISI 304 (geselecteerd vanwege de corrosiebestendigheid en mechanische sterkte).
- Basismateriaal
- Basis van zacht staal (koolstofstaal), gebruikt vanwege de economische geschiktheid en de compatibiliteit met roestvaststalen hardsoldeerbuizen.
- Vulmetaal
- Vulmetaal: BAg-7 (zilverlegering op basis van ongeveer 56% zilver, met uitstekende capillaire stroming en compatibiliteit met roestvast staal).
- Smelttraject: 630-660°C.
- Flux
- Type: Vloeimiddel op fluoridebasis; wordt gebruikt om oxides te verwijderen en de hechting van vulmiddel aan de basis en roestvrijstalen buis te bevorderen.
Testsolderen:
- Vermogen en frequentie selecteren
- A vermogen van 7kW werd experimenteel bepaald als optimaal voor het verwarmen van het verbindingsgebied zonder andere delen van de assemblage te oververhitten.
- De werkfrequentie was ingesteld op 400 kHz om een efficiënte verwarming van het roestvrijstalen materiaal met de spoel te garanderen.
- Ontwerp inductiespoel
- Er werd een dubbele spiraalvormige spoel gebruikt om de warmte op het verbindingsgebied te richten, zodat zowel de roestvaststalen buis als de basis gelijkmatig werden verwarmd.
- De spoeldiameter werd ontworpen om een opening van 3-5 mm aan alle zijden van de buis te voorzien voor een gelijkmatige inductiekoppeling.
- Positionering van testgewrichten
- De roestvrijstalen buis (met een buitendiameter van 45 mm) werd nauwkeurig uitgelijnd op de basis om een gelijkmatige opening van 0,1-0,2 mm te garanderen voor capillaire werking van het vulmateriaal.
- Temperatuurregeling
- Een pyrometer zorgde ervoor dat de temperatuur van de verbinding ongeveer 650°C bereikte en handhaafde.
- Soldeertijd
- De proeven identificeerden een optimale soldeertijd van 10 secondenwaardoor de verbinding de juiste temperatuurdrempel bereikt voor het smelten van het toevoegmetaal en hechting zonder overmatige blootstelling aan hitte.
Soldeerstappen:
- Voorbereiding
- Reinig het oppervlak van de roestvrijstalen buis en basis zorgvuldig om olie, vuil en oxiden te verwijderen.
- Breng flux op fluoridebasis gelijkmatig aan op de verbindingsoppervlakken.
- Montage en positionering van opspanningen
- De roestvrijstalen buis werd in de basis geplaatst, met een overlappende verbinding voor maximale sterkte. Armaturen hielden de assemblage stabiel tijdens het proces.
- Inductieverwarming
- De inductiemachine gebruikte 7kW vermogen bij 400 kHz. De precieze verwarming werd gericht op de verbinding, waar de spoel de buis en de basis omsloot.
- Toepassing vulmateriaal
- Toen de temperatuur 650°C naderde, werd de vulstoflegering op de verbinding aangebracht. Capillaire werking trok het gesmolten vulmiddel in de voegspleet.
- Koeling
- Na het solderen liet men de assemblage op natuurlijke wijze afkoelen om thermische schokken te voorkomen.
Resultaten/Voordelen:
- Gezamenlijke kracht
- De gesoldeerde verbinding onderging trekproeven en overtrof de vereisten voor mechanische belasting met een marge van 15%, waardoor een sterke en lekvrije verbinding ontstond die geschikt is voor toepassingen onder druk.
- Thermische integriteit
- Het proces minimaliseerde warmtevervorming, waardoor de maatnauwkeurigheid van de roestvrijstalen buis en basis behouden bleef.
- Efficiëntie
- Het soldeerproces werd voltooid binnen 10 seconden verwarmingstijdZe tonen een hoge productiviteit met een minimaal energieverbruik.
- Nette afwerking
- De verbinding had een schone afwerking dankzij de juiste verhitting, verdeling van het vulmateriaal en minimale fluxresten. Het schoonmaken na het solderen was minimaal.
Inductieverwarming biedt:
- Nauwkeurige en lokale verwarming:
Het inductiesysteem leverde warmte direct en gelijkmatig aan het verbindingsgebied zonder de aangrenzende secties te beïnvloeden, waardoor de thermische spanning werd verminderd en de materiaaleigenschappen werden behouden. - Procesbeheersing:
Nauwkeurige regeling van temperatuur, vermogen en frequentie zorgde voor een consistente verbindingskwaliteit en maakte optimalisatie voor verschillende productiescenario's mogelijk. - Herhaalbaarheid:
Het inductieproces zorgde voor consistente resultaten met minimale variatie tussen de verbindingen, waardoor het zeer betrouwbaar is voor grootschalig industrieel gebruik. - Energie-efficiëntie:
Het inductiesysteem van 10kW behaalde een hoge verwarmingsefficiëntie, waardoor het energieverbruik aanzienlijk lager was dan bij alternatieve hardsoldeermethoden zoals hardsolderen in een oven. - Veiligheid en netheid:
Inductieverwarming maakt open vuur overbodig, waardoor de risico's op de werkplek afnemen en er een schonere procesomgeving ontstaat.
Gegevensanalyse en statistiek:
| Parameter | Waarde | Opmerkingen |
|---|---|---|
| Stroom | 7kW | Geoptimaliseerd voor een evenwichtige warmteverdeling. |
| Frequentie | 400kHz | Optimaal voor roestvrij staal en vulmiddel. |
| Spoelontwerp | Schroefspoel met dubbele draai | Zorgt voor gelijkmatige verwarming rond de verbinding. |
| Soldeertijd | 10 seconden | Voldoende om te smelten en te vullen. |
| Vulmateriaal | BAg-7 zilverlegering | Hoge sterkte en uitstekende capillaire vloei. |
| Temperatuur bereikt | 650°C | Ideaal voor het smelten van vulmateriaal. |
Deze inductiesoldeerhuls de effectiviteit en precisie van de methode aangetoond bij het maken van hoogwaardige verbindingen in uitdagende roestvaststalen toepassingen. De gedetailleerde analyse en optimalisatie van alle procesparameters zorgde voor het succes van het hardsolderen terwijl de efficiëntie en productiviteit werden gemaximaliseerd.