
鋼管表面の高周波焼入れ
説明
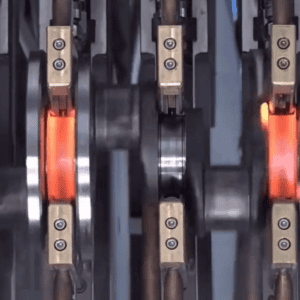
高周波焼入れ鋼管表面セグメント
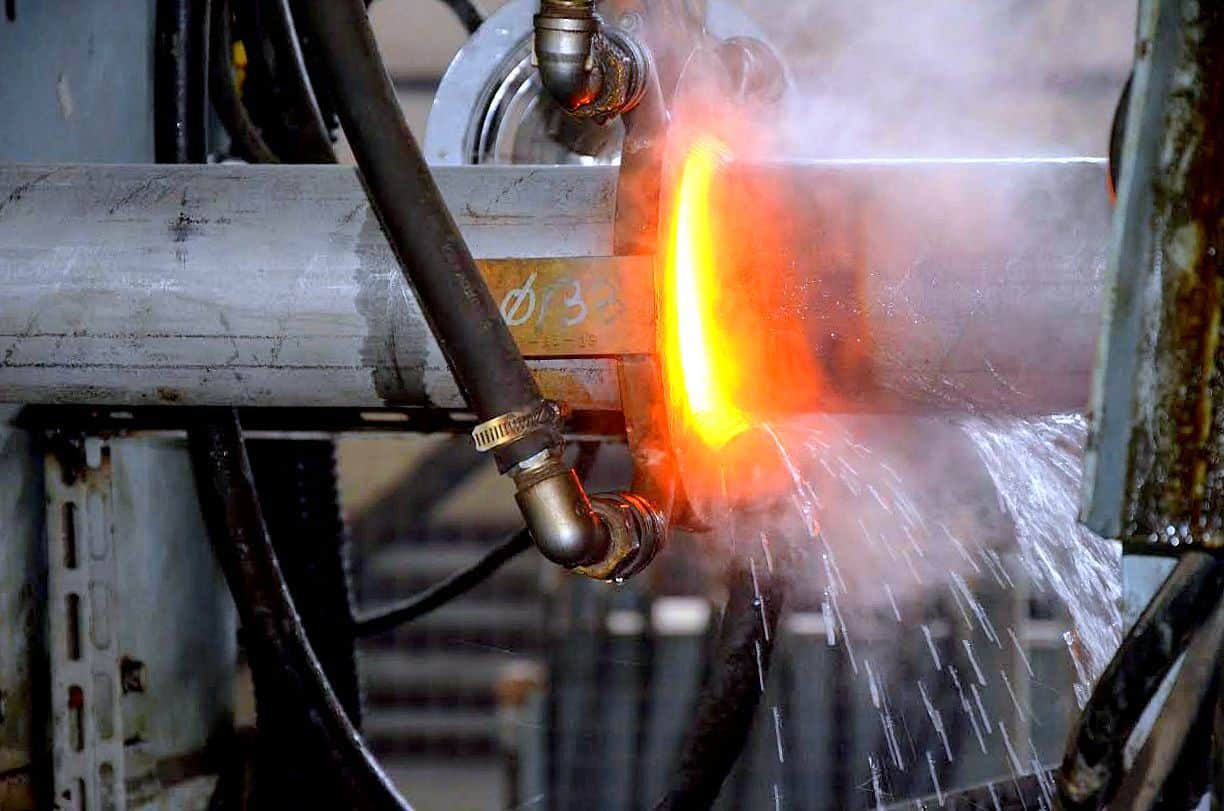
目的 高周波焼入れ は、耐摩耗性を向上させるために鋼管セグメントを硬化させる工程で使用される。
素材: スチール・パイプ・セグメント外径1.6インチ(40mm)、肉厚0.125インチ(3mm) 高さ2インチ(50mm
温度だ: 1832 ºF (1000 ºC)
頻度: 88 kHz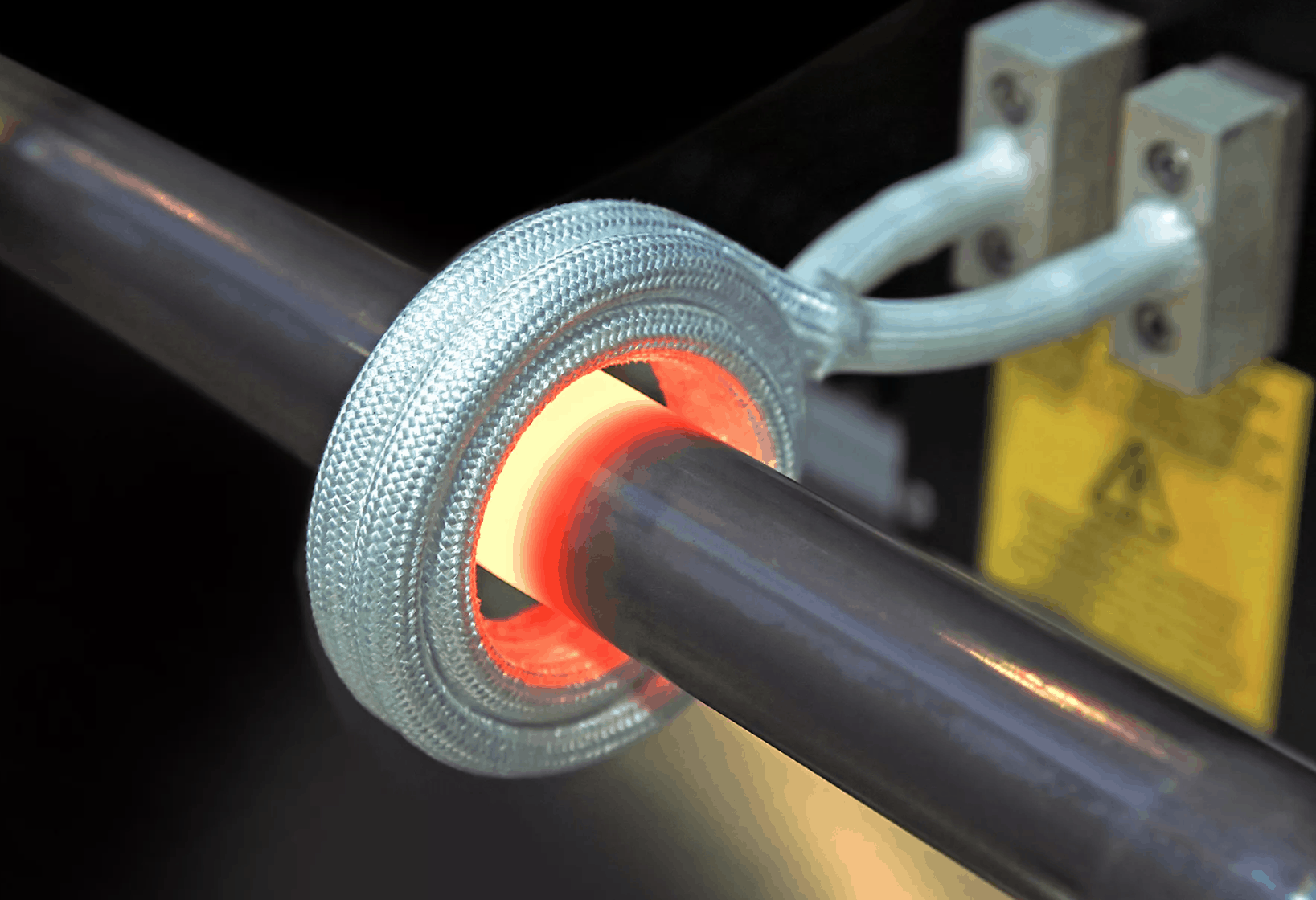
誘導加熱装置: DW-UHF-30 kW、100 kHz 誘導加熱システム2.0μFのコンデンサー4個(合計2μF)を内蔵したリモート・ワークヘッドを装備。
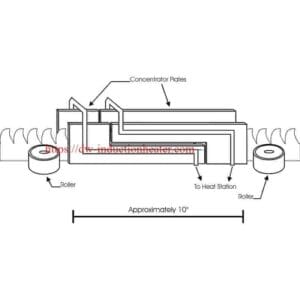
- アン 誘導加熱コイル このアプリケーションのために特別に設計・開発され、さまざまなワイヤーをカバーします。
直径。

誘導加熱プロセス: スチールスリーブを加熱するために、5回転のヘリカルコイルが使用される。コイルターン間の距離は、鋼部品に均一な熱を与えるように調整される。部品は、ヒートサイクルの後、7%ポリマークエンチで焼入れされ、RC40の硬度になります。
誘導加熱 ナレーション: 以前は外注していた工程での品質レベルの低さに失望していた顧客は、熱処理と最終製品の品質管理を内製化するためにインダクションを採用した。
結果/利点 誘導加熱がもたらすもの:
- 部品に直接熱を加え、エネルギーと時間を節約する。
- 正確な加熱制御
- 部品に沿った均等な加熱分布
- 生産速度の向上と生産量の増加
- 火を使わない製法