高周波焼入れ鋸刃
説明
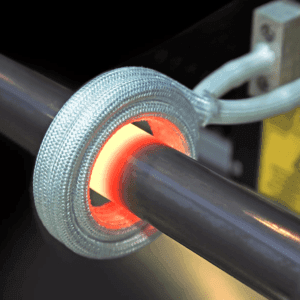
高周波ヒーターが付いている鋸歯を堅くする誘導
目的 誘導加熱を利用して、鋼製鋸刃をロックウェル硬度50~52に引き戻す。硬度は、歯と刃の裏の間で1/2~1ポイント以内でなければならない。毎分60インチの速度で加工すること。
材質 スチール バンドソーブレード 幅2.125mm 厚さ0.042mm
温度 700 ºF
周波数 100 kHz
機器DW-UHF-10kW出力のソリッドステート誘導電源と降圧トランス、3つのバスと合計静電容量0.66Fの8つのコンデンサを含むリモート・ヒートステーション。水冷コイルは、この用途のために特別に設計・開発されたもので、シングル・コイルとシングル・コイルを使用しています。
ダブルターン

プロセス:アメリサームは以下の目標を達成するために使用された:
- 必要なヒートパターンは、独自に設計されたチャンネルコイルと、電圧を下げるための降圧トランスの使用によって達成された。
- 毎分60インチの送り速度も、ユニークなチャンネルコイルと特別に設計された固定具の使用によって達成された。
結果:ウィルソン式表面硬度計で15本の鋸歯の平均硬度50.3Rcが測定され、顧客が設定した最終目標を達成した。