














金属ビレット熱間鍛造炉
説明
熱間成形前の銅/アルミ/鉄鋼ビレット加熱用誘導式金属ビレット熱間鍛造炉
誘導加熱 は、熱間鍛造されるビレットを加熱するために、金属ビレット熱間鍛造業界で広く採用されています。鉄鋼業では、熱間鍛造鋼は炭素含有量や合金元素に応じて1000℃~1250℃前後の温度に加熱される。熱間鍛造プロセスでは、ビレットの断面側と横断側の両方に沿って均一にビレットを高温加熱する必要があります。一般にビレットの初期温度は室温であり、熱間鍛造工程では再結晶温度以上に加熱する必要がある。熱間鍛造における金属の加熱方法には、誘導加熱、ガス加熱炉、石油加熱炉、赤外線ヒーター、電気抵抗ヒーターなどがある。誘導加熱は、熱間鍛造における他の加熱方法と比較して様々な利点がある。まず、誘導加熱システムは、金属の定義された部分で非常に迅速に高い熱強度を作成します。さらに、誘導加熱システムは、炉加熱のような予熱時間を必要としないため、高速起動システムです。また、加熱時間は他の方法とは比較にならないほど短い。ガスや石油の炉加熱に比べ、同じ加熱条件を異なる時間で制御し、繰り返すことが容易である。自動化は誘導加熱システムに適用できる。最小限の店舗スペースで済みます。 誘導加熱 はエネルギー効率も高く、環境にも優しい。ガスや石油による加熱のように、有害な燃焼ガスが環境に放出されることもない。さらに、ガス焚き炉はスケール形成により表面品質が悪くなります。誘導加熱は、加熱ビレットのスケール形成と脱炭を大幅に低減します。
商品説明
鋼鉄、鉄、青銅、黄銅、アルミニウム合金などの棒材を加熱します。
写真はイメージです。
機能および特殊仕様は、お客様のご要望に応じてカスタマイズいたします。
特徴と利点:
1.Automatic: ワーク ピースの自動供給、自動選択はよいですか悪いです、温度の自動測定、自動排出。
2.統合された設計:インストール時間、コスト、スペースを節約します。
3.故障診断を容易にするため、操作パネルに機械の動作状態を表示。
| 特徴 | 詳細 | |
| 1 | 高速で安定した加熱 | 従来の方法より20%- 30%の電気エネルギーを節約; 高効率、低エネルギー消費 |
| 2 | サイズが小さい | 取り付け、操作、修理が簡単 |
| 3 | 安全で信頼できる | 高電圧がかからず、作業者に安全です。 |
| 4 | 冷却循環システム | 24時間連続運転が可能 |
| 5 | 完全な自己防衛 機能 | 多くの種類のアラームランプがある: 過電流、過電圧、過熱、水不足など。これらのランプは機械を制御し、保護できます。 |
| 6 | 環境保護 | 酸化膜はほとんどない、 排気も排水もない |
| 7 | IGBTタイプ | 無関係な電線網の遮断を避ける; マシンの長寿命を保証します。 |
金属ビレット熱間鍛造炉のパラメータ:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| 入力電圧 | 3phases、380V/410V/440V、50/60Hz | ||||||
| 最大入力電流 | 320A | 400A | 480A | 640A | 800A | 960A | |
| 発振周波数 | 0.5KHz^20KHz(発振周波数は、加熱部品のサイズに応じてカスタマイズされる) | ||||||
| 負荷サイクル | 100%、24時間連続作業 | ||||||
| 冷却水の要望 | 0.1MPa<水圧<0.3MPa、水の硬度<50 | ||||||
| 寸法 | ホスト | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| エクステンション | 延長は、加熱部品の材質とサイズに応じてカスタマイズされます。 | ||||||
| 重量 | 110kg | 150キロ | 160kg | 170キロ | 200kg | 220キロ | |
| エクステンションの次元による | |||||||
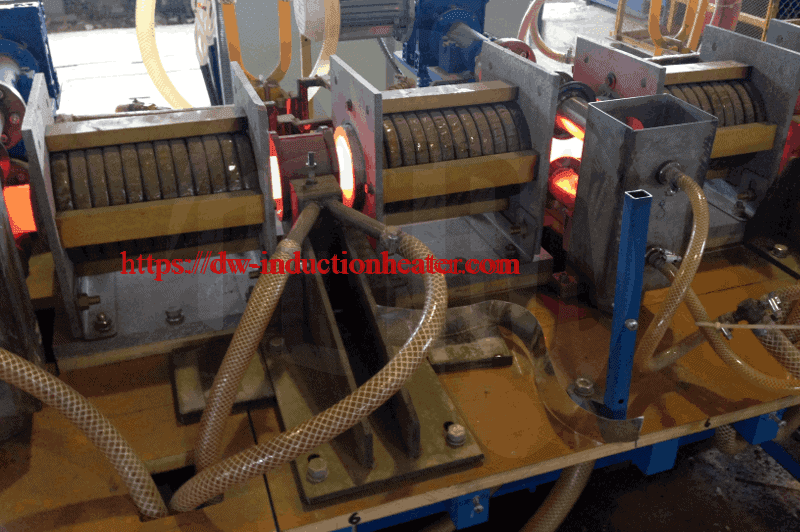
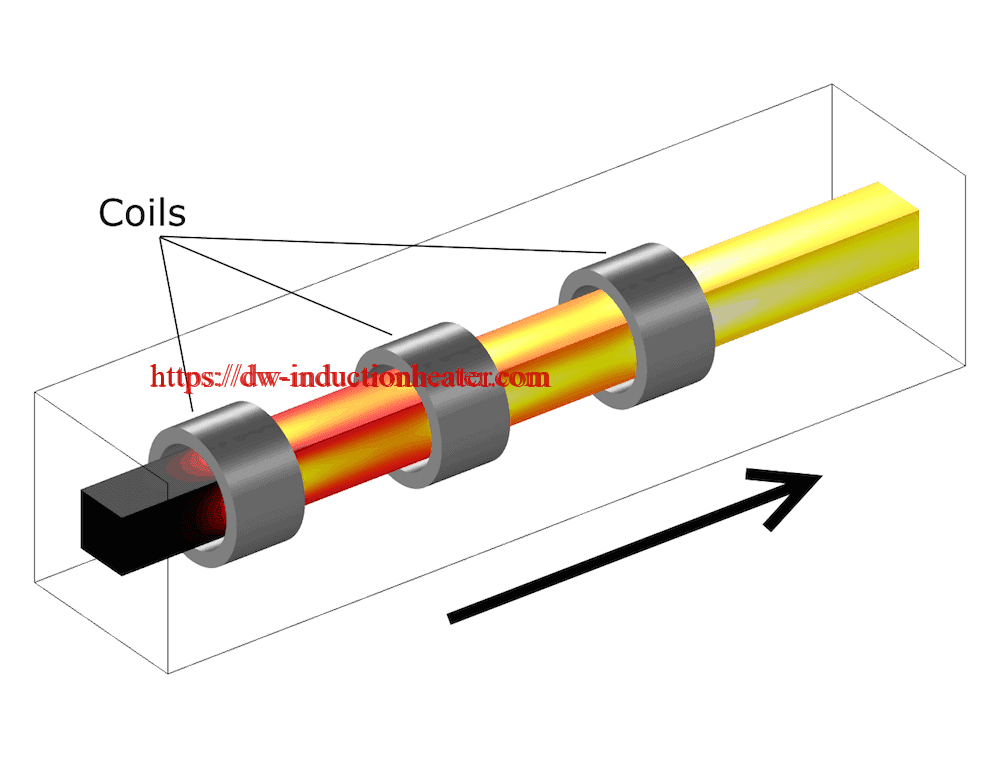
誘導金属ビレット熱間鍛造炉ではビレットまたはスラグ全体が加熱されます。通常、短いビレットまたはスラグにはホッパーまたはボウルが使用され、ビレットをピンチローラー、チェーン駆動のトラクターユニット、場合によっては空気圧プッシャーに自動的に整列させます。その後、ビレットは、水冷レールまたは摩擦を減らし、摩耗を防ぐセラミックライナーをコイル内径に使用し、コイル内を1つずつ駆動されます。コイルの長さは、必要なソーク時間、部品ごとのサイクル時間、ビレットの長さの関数である。大量の大断面加工では、4つまたは5つのコイルを直列に接続して、5メートル(16フィート)以上のコイルを作ることも珍しくありません。







