高周波鍛造スチールロッドエンド
説明
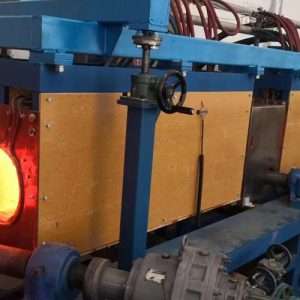
誘導加熱機による誘導鍛造鋼ロッドエンド
目的 鍛造作業に先立ち、鋼棒の端部を1800ºFに加熱する。ロッドの加工には、加熱、2つの金型でのプレスによるプッシュロッドエンドの鍛造、およびチャンネルコイルでの最終加熱によるロッドの焼き戻しおよび鍛造応力の緩和が含まれます。顧客は、以下の異なるロッドを加工する必要がある。
直径は1/8″から1/2″の間。ロッドの温度は中心部で1400ºF以上でなければならないが、外周部は1900ºFにもなる。
材質 1/8″から1/2″までの異なる直径のスチールロッド
温度 1800ºF
周波数 50 kHz
機器 DW-HF-45kW出力ソリッドステート誘導電源は、合計0.5μFのコンデンサ2個を含むリモート・ヒート・ステーションと、6ターン(3オーバー3)のヘリカル型コイルを含む。
プロセス DW-HF-45kW出力ソリッドステート誘導電源は、以下の結果を達成することがわかった:
結果 - 光学式高温計で測定したところ、どちらの直径のスチールロッドも5秒以内に1800ºFに達した。
- 1/2″ロッドは、バー表面を溶融させることなく1400ºFまで温度を上昇させるために、バーの外周から中心部へ熱を伝達するのに必要な時間とスチールの物理的特性によって制限されました。1/8″棒の加熱は、80kHzでの誘導加熱効率によって制限されました。直径の大きい棒材は、熱伝導率の制限まで徐々に速く加熱されました。