



誘導加熱鋼棒
説明
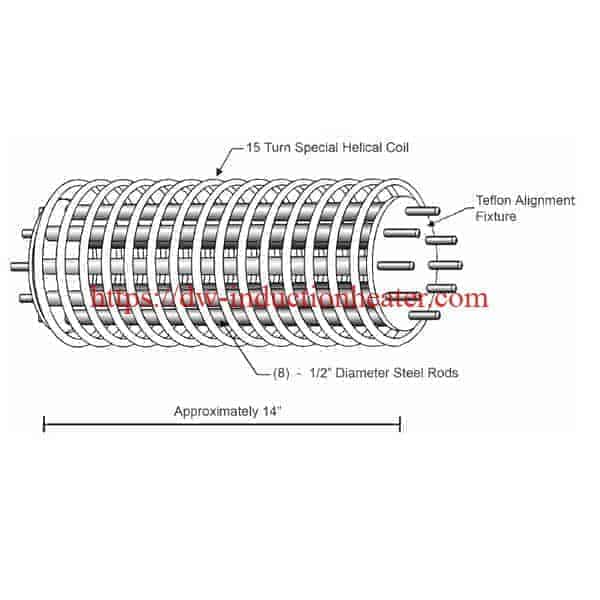
高周波加熱装置による鋼棒同時誘導加熱成形プロセス
目的 成形作業のために、8本の棒鋼を同時に100℃(212°F)に加熱する。
直径2.5インチ(63.5mm)のテフロン製エンドプレートで固定され、直径1/2インチ(12.7mm)、長さ14インチ(355.6mm)のスチール製ロッド8本。
温度 212°F (100°C)
周波数 20 kHz
装置 - DW-MF-25kW電源 kW誘導加熱システム 0.66μFに相当するコンデンサ1個を内蔵した遠隔ワークヘッドを装備
- この用途のために特別に設計・開発された誘導加熱コイル。
工程 15回転のヘリカルコイルを使用し、ステンレス棒を同時に45秒間加熱して100°C(212°F)に到達させる。テフロン製のエンドプレートを使用してロッドを固定します。
結果/利点 誘導加熱がもたらすもの:
- ロッドカプセルの回転を伴わない均一加熱
- エネルギー消費量の減少
- ハンズフリー操作



