ゴムとスチールの誘導接着
説明
高周波加熱システムによる鋼鉄へのゴムの誘導結合
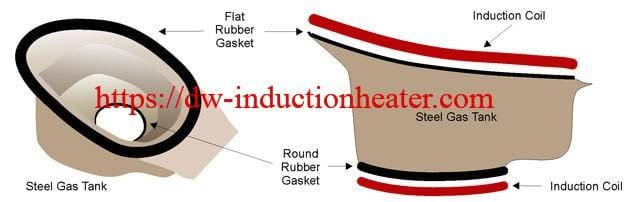
目的 スチール製ガスタンクの上部と下部にゴム製ガスケットを接着する。
材質 平型および丸型ゴム製ガスケット、スチール製ガスタンク・アセンブリ
温度 300~350°F(148.9~176.7°C)
周波数 200 kHz(フラットガスケット)、231 kHz(ラウンドガスケット
装置 - DW-UHF-10kW誘導加熱システム、1.25μFコンデンサー2個(合計0.625μF)を含む遠隔ワークヘッドを装備
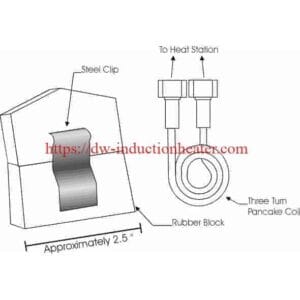
- この用途のために特別に設計・開発された誘導加熱コイル。
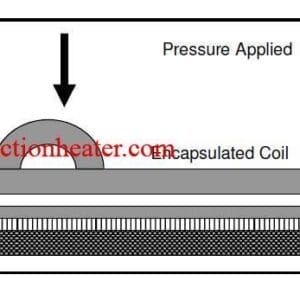
プロセス 2回転パンケーキコイルは、ガスケット部分に均一な熱を発生させるために、鋼鉄アセンブリの形状に合わせて特別に輪郭付けされています。ガスケットは接合部の上に配置されます。
接合温度が160°C(320°F)に達するまで6.5秒間通電する。
結果/利点 誘導加熱がもたらすもの:
- 繰り返し可能で、迅速かつ正確な加熱サイクル
- プロセス時間の短縮
- 均等な熱分布