誘導接合ソーラーパネル
説明
高周波加熱システムによる太陽電池パネルの誘導結合
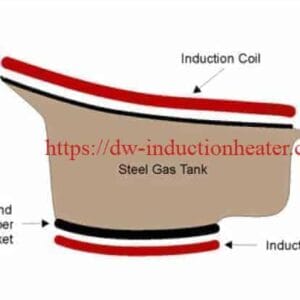
目的 ポリマー封止材を溶融させ、2枚の屋根板を3インチの重なりで接着できるようにするため、ソーラーパネル屋根板のステンレス鋼基材を加熱する。
21″ソーラーパネル板材の10.25″セクションによる材料3

温度 130
周波数 300 kHz
DW-UHF-4.5kW電源は、0.66mFのコンデンサーを1個搭載したリモート・ヒート・ステーションを装備。特注の
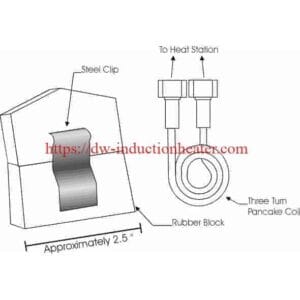
コイル:1/4″×1/2″の長方形の銅管を4ターン、24″×2 1/4″の大きさ。
工程 均一な溶融と接着を達成するために、コイルの位置がサンプルの上面にある定置加熱を利用した。屋根板は要件に従って重ね合わされ、屋根材表面への設置をシミュレートするために木材の上に置かれた。さらに
水冷コイルを帯板に当てて接着を促進する(図)。試験はいくつかの時間電圧設定で行われる。
結果 試験の結果、封止剤の泡立ちがなく、表面の質感がわずかに変化しただけで、優れた接着が形成された。