目的
このアプリケーションテストの目的は、銅線コネクタを銅同軸ケーブルに誘導はんだ付けする際の加熱時間を測定することです。お客様は、はんだごてによる手はんだ付けを、誘導はんだ付けに置き換えたいと考えています。手はんだ付けは手間がかかり、はんだ接合部の仕上がりは作業者の技量に大きく左右されます。 誘導はんだ付け 有限のプロセス制御を可能にし、一貫した結果をもたらす。
設備
DW-UHF-6KW-III ハンドヘルド誘導ロウ付けヒーター
 材料
材料
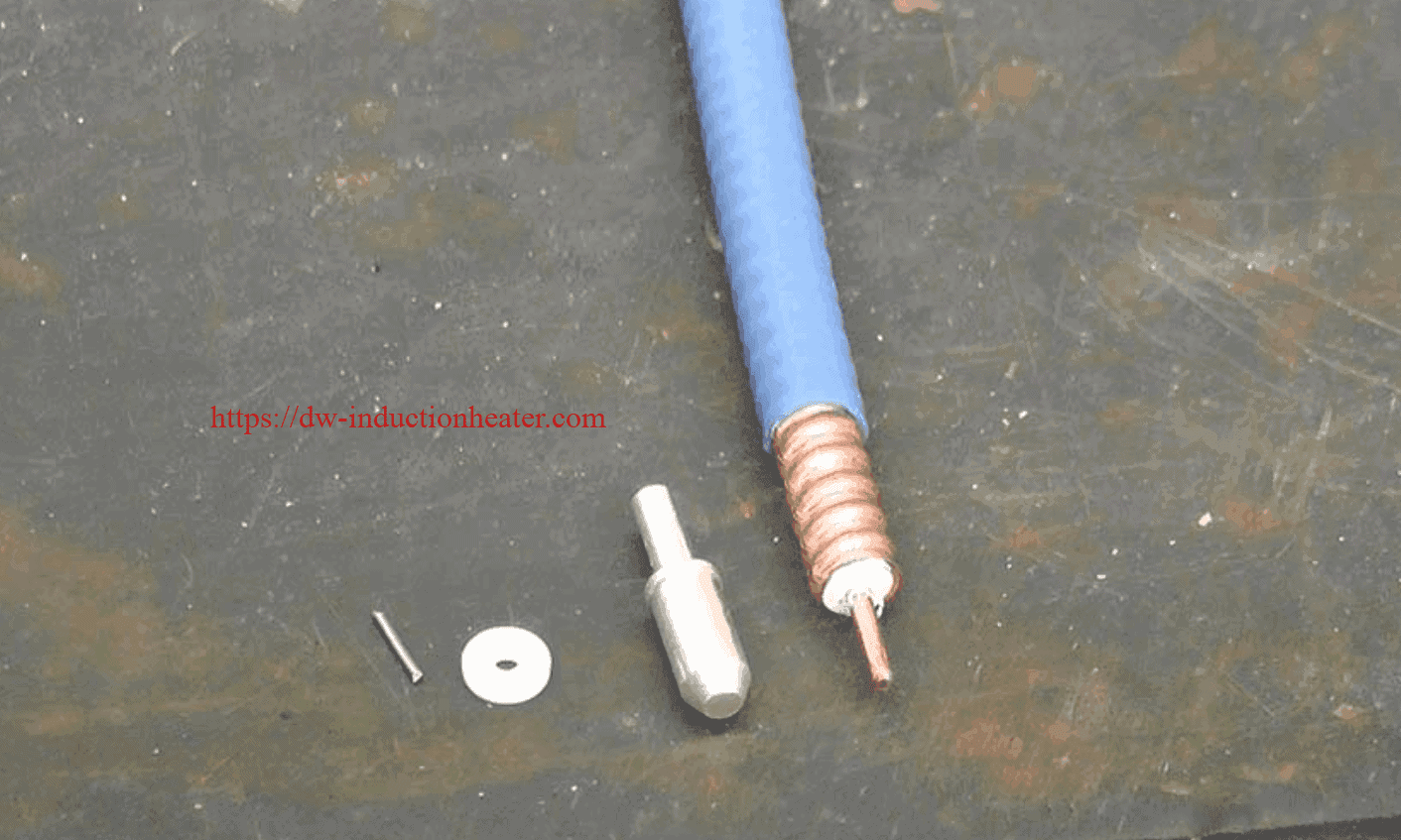
- 銅製同軸ケーブル
- 銅メッキコネクター
- 銅弾丸型内部コネクター
- 銅製ピン型内部コネクター
- ハンダ線
- 炭素鋼
テスト1:銅同軸中心導体を弾丸型センターピンにはんだ付けする
主要パラメーター
温度~400°F (204°C)
パワー: 1.32 kW
時間:ビュレットコネクターは3秒
テスト2:銅同軸中心導体と針状センターピンのはんだ付け
主要パラメーター
温度~400°F (204°C)
パワー: 1.32 kW
時間:針コネクターで1.5秒
テスト3:エンドコネクター(弾丸型センターピン)への銅同軸のはんだ付け
主要パラメーター
温度~400°F (204°C)
パワー:1.8 kW
時間:30秒の加熱、10秒の冷却サイクル
テスト4:エンドコネクター(針状のセンターピン)への銅同軸のはんだ付け
主要パラメーター
温度~400°F (204°C)
時間:30秒の加熱、10秒の冷却サイクル
 プロセス
プロセス
センターピンの種類によって、はんだ付けの工程は2段階ある。まず、センターピン(砲弾型または針型)を同軸ケーブルの中心導体にはんだ付けし、次に、ピンを取り付けた同軸ケーブルをエンドコネクターにはんだ付けする。
テスト1と2:銅同軸中心導体をコネクター中心ピンにはんだ付けする。
- 内部コネクター・ピン(針とビュレットも同じ工程を経た)を同軸ケーブルの中心導体に組み付けた。ワイヤーがはんだ付けされるピンの長さのおよそ½の長さのはんだスラグをカットし、センターピンの受け側に配置した。同軸ケーブルの銅導体は、ピンのはんだスラグの上に載るように、下向きに軽く圧力をかけて配置した。
- アセンブリを2回転の誘導コイルに入れ、電源を入れた。
- はんだが溶けると、同軸の銅導体がセンターピンに収まった。はんだが冷えるまで、アセンブリはさらに数秒間静止させた。注意:はんだ接合部が冷えるまで静止させておくことが重要です。動いてしまうと、はんだ接合部が「冷たい」状態になってしまいます。
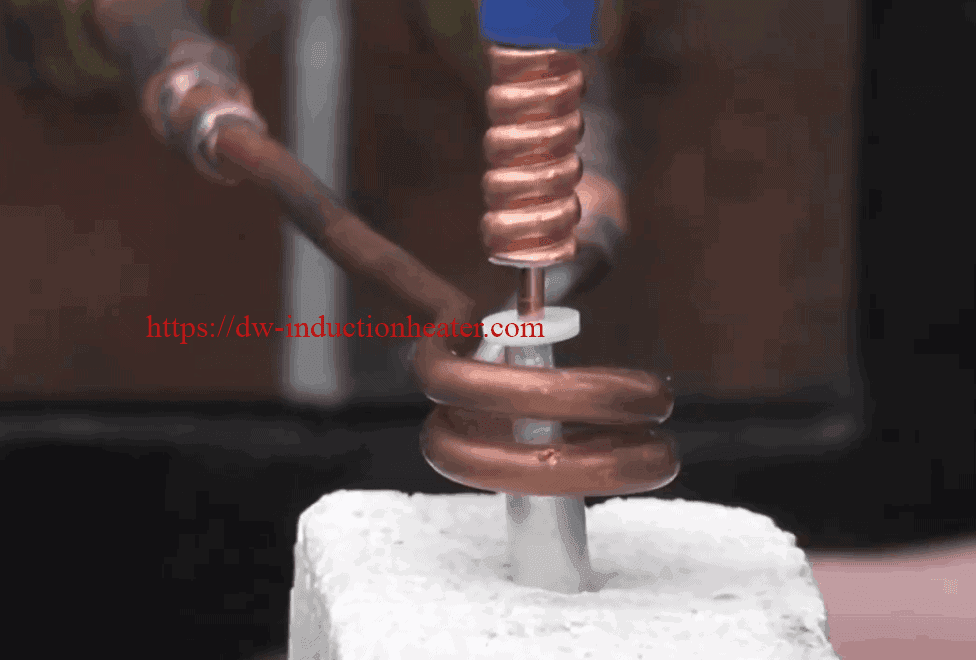
テスト3と4:センターピンに銅製ネジ式エンドコネクターをハンダ付けする。
- 同軸の波形フルートにハンダ線が巻かれた。はんだの付いた同軸はエンドコネクターに入れられた。
- アセンブリをU字型の誘導コイルに入れ、電源を入れた。
- 加熱時間:いずれのアセンブリーも30秒、その後10秒間保持し、合金を固化させる。
結果/利益:
はんだ付けは成功し、銅線コネクタの誘導はんだ付けが手はんだ付けに代わる優れた方法であることが確認された。
- 時間と温度を正確にコントロール
- 急速なヒートサイクルによるオンデマンドパワー
- オペレーターに依存しない、繰り返し可能なプロセス
- 裸火のない安全な暖房
- エネルギー効率の高い暖房