









誘導の鋼鉄鋼片の暖房炉 鍛造材の圧延設備および放出の棒鋼片棒のため
説明
誘導鋼片加熱炉:近代的鉄鋼加工の先端技術
はじめに
鋼片の加熱は、鉄鋼製造工程における重要なステップであり、製品の品質、エネルギー消費量、生産効率に直接影響します。従来の化石燃料を使用した加熱方法から、次のような方法への置き換えが進んでいます。 誘導加熱技術は、優れた温度制御、エネルギー効率、および環境上の利点を提供します。本稿では、包括的なデータ分析と技術パラメータに裏付けされた、最新の誘導加熱炉の技術、用途、性能特性について解説する。
誘導ビレット加熱の動作原理
誘導加熱は電磁誘導の原理で作動し、誘導コイルを流れる交流電流が高速の交番磁場を発生させます。鋼鉄のような導電性材料がこの磁場内に置かれると、材料内に渦電流が誘導されます。この渦電流が材料内で抵抗となり、ジュール効果によって熱が発生する。
主な特徴
- 急速暖房:誘導加熱は、従来の方法と比較して非常に高速で効率的な加熱を提供し、サイクルタイムを短縮します。
- エネルギー効率:エネルギーのほとんどが直接金属の加熱に使われるため、エネルギーロスが最小限に抑えられ、非常に効率的なシステムとなっている。
- 均一加熱:後工程の品質維持に重要なビレット全体の温度を一定に保つ。
- オートメーションの互換性:最新の炉は、シームレスなワークフローを実現するため、自動マテリアルハンドリングおよび生産システムと統合することができます。
- カスタマイズ:ビレットサイズ、加熱速度、温度制御など、特定の生産ニーズに合わせて設計可能。
- 環境にやさしい:直接排出がないため、よりクリーンで持続可能な暖房方法。
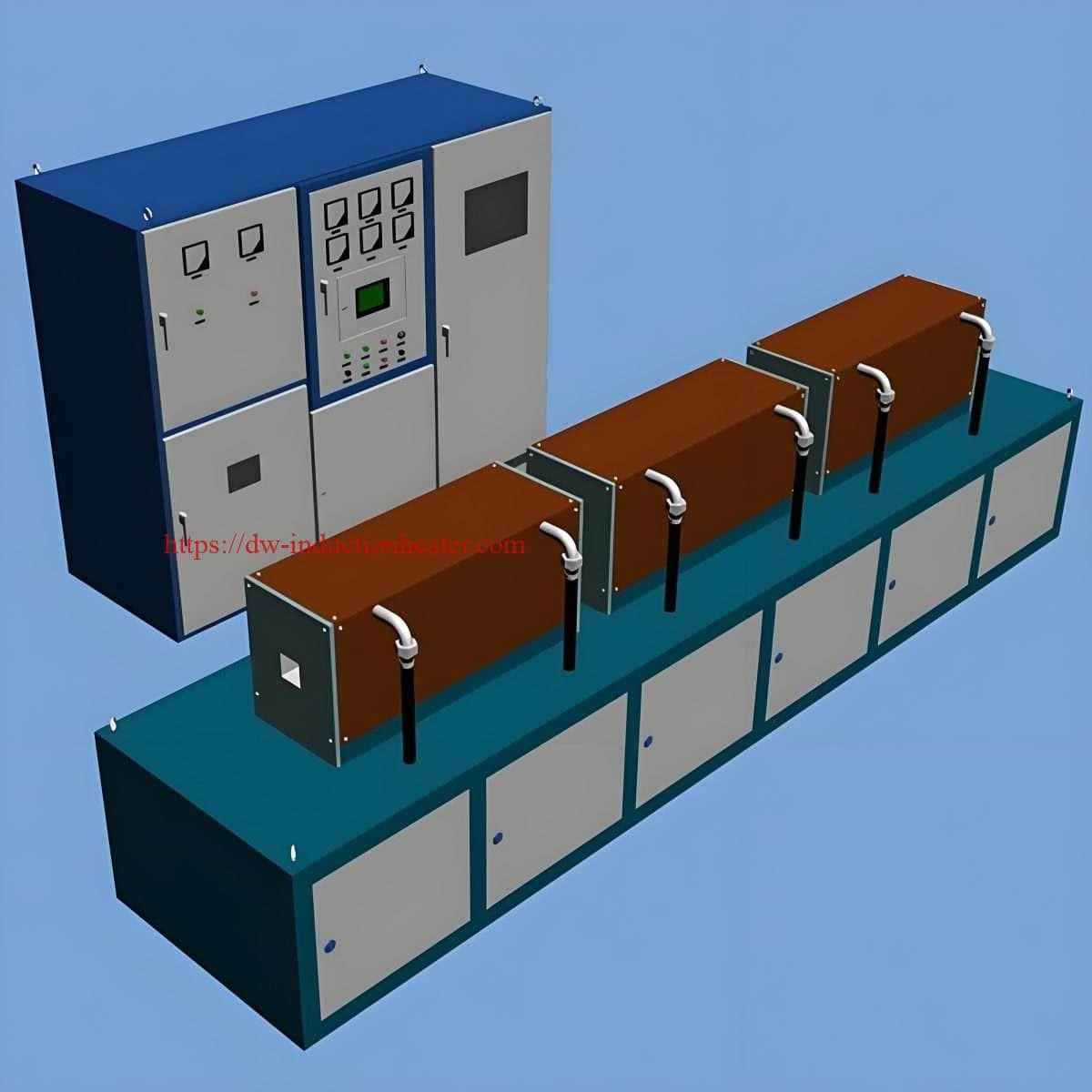
システム・コンポーネント
典型的な誘導ビレット加熱炉は4つの主要サブシステムから構成される:
- 電源システム:標準的なライン周波数の電力を誘導加熱に必要な中または高周波ACに変換します。
- 誘導コイルアセンブリ:電磁場を発生させる特注の銅コイル。
- マテリアルハンドリングシステム:加熱ゾーンを通過するビレットの移動を容易にする。
- 制御・監視システム:パワーレベル、加熱プロファイル、生産パラメーターを管理。


技術パラメーターと性能データ
表 1:標準的な誘導ビレット加熱炉の仕様
| パラメータ | 小容量 | ミディアム・キャパシティ | 大容量 |
|---|---|---|---|
| 電力定格 | 250-1000 kW | 1000-3000 kW | 3000-10000 kW |
| 動作周波数 | 500-1000 Hz | 300-500 Hz | 50-300 Hz |
| ビレット径範囲 | 40-120 mm | 80-200 mm | 150-400 mm |
| ビレット長さ | 0.5-3 m | 2-6 m | 4-12 m |
| 暖房能力 | 1~5トン/時 | 5~15トン/時 | 15~50トン/時 |
| 最高温度 | 1250°C | 1300°C | 1350°C |
| 温度均一性 | ±10°C | ±15°C | ±20°C |
| エネルギー消費原単位 | 320~380kWh/トン | 300~350kWh/トン | 280~330kWh/トン |
表2:エネルギー効率の比較
| 加熱方法 | エネルギー効率(%) | エネルギー消費原単位(kWh/トン) | CO₂排出量(kg/トン) |
|---|---|---|---|
| 誘導加熱 | 70-85% | 280-380 | 140-190 |
| ガス燃焼炉 | 25-45% | 550-750 | 275-375 |
| 石油燃焼炉 | 20-30% | 650-950 | 325-475 |
| 電気抵抗 | 40-60% | 400-600 | 200-300 |
表3:温度分布性能
| ビレットサイズ | コア-表面温度温度差 (°C) | 軸方向温度変化 (°C) | 半径方向の温度変化 (°C) |
|---|---|---|---|
| スモール(Ø60mm) | 15-25 | 8-15 | 5-12 |
| ミディアム(Ø150mm) | 25-40 | 12-25 | 10-20 |
| ラージ(Ø300mm) | 40-60 | 20-40 | 15-30 |
表4:制御システムの能力
| 特徴 | 基本システム | 先進システム | 最先端のシステム |
|---|---|---|---|
| 温度制御精度 | ±15°C | ±10°C | ±5°C |
| パワー変調 | ステップ | 連続 | アダプティブ |
| 暖房プロファイル・プログラミング | 限定 | 複数のプロファイル | 無制限のプロフィール |
| データロギング | マニュアル | 自動化 | リアルタイム分析 |
| 統合能力 | スタンドアロン | 工場ネットワーク | ERPの完全統合 |
| 故障診断 | 基本アラーム | 自己診断 | 予知保全 |
データ分析パフォーマンス指標
エネルギー効率
50の工業設備の運転データを分析した結果、最新の誘導加熱炉は平均エネルギー効率70-85%を達成し、従来のガス加熱炉(25-45%)よりも大幅に改善されていることがわかりました。鋼片を鍛造温度(1200-1250°C)まで加熱するための比エネルギー消費量は、炉の容量、設計、運転パラメーターにもよるが、通常280-380 kWh/トンである。
生産効率
誘導ビレット加熱 の典型的な加熱時間で、迅速なスタートアップとシャットダウンのサイクルを可能にする:
- 小ビレット(Ø40~80mm)の場合、2~5分
- 中ビレット(Ø80~200mm)の場合、5~12分
- 大型ビレット(Ø200~400mm)の場合、12~30分
これは、従来の方法に比べて加熱時間が40~60%短縮され、処理能力が大幅に向上したことを意味する。
温度均一性
温度の均一性は、下流の加工品質にとって非常に重要です。最新のインダクションシステムはこれを実現します:
- ビレット長80%の軸方向温度変化±15℃以下
- コアから表面までの半径方向の温度変化が±20℃以下
- 定常運転時のビレット間温度均一性±10℃以内
スケール形成
誘導加熱は、燃焼を利用する方法と比較して、スケールの形成を著しく減少させる:
- 平均的なスケールロスビレット重量の0.3~0.7%
- 同等のガス炉スケールロスビレット重量の1.2~2.5%
このような材料ロスの削減は、加工鋼材1トン当たり約5~15kgの節約につながる。
経済分析
表5:経済パフォーマンス指標
| パラメータ | 小型インスタレーション | ミディアム・インスタレーション | 大型インスタレーション |
|---|---|---|---|
| 初期投資 | $0.5-1.5M | $1.5-4M | $4-12M |
| エネルギーコスト削減/年 | $0.1-0.3M | $0.3-0.8M | $0.8-2.5M |
| 材料の歩留まり向上 | 0.8-1.2% | 0.8-1.2% | 0.8-1.2% |
| 維持費(投資額の%/年) | 2-4% | 1.5-3% | 1-2.5% |
| 典型的なROI期間 | 2~4年 | 1.5~3年 | 1~2.5年 |
アプリケーション固有の考慮事項
応用例 ビレット加熱炉:
- 鍛造:プレスやハンマーで成形する前にビレットを予熱すること。
- 圧延工場:板、棒、その他の形状に圧延するためにビレットを加熱すること。
- 熱処理:焼きなましや表面硬化のようなプロセスのためのビレットの準備。


表6:鋼種固有のパラメーター
| 鋼種 | 最適加熱温度 (°C) | 推奨加熱速度 (°C/min) | 浸漬時間(分) | 特別な配慮 |
|---|---|---|---|---|
| 炭素鋼(1020-1045) | 1150-1250 | 150-300 | 0.5-1.5 | 標準加熱プロファイル |
| 合金鋼(4140) | 1180-1230 | 120-250 | 1.0-2.0 | 加熱速度を制御してクラックを防止 |
| 工具鋼(H13) | 1050-1150 | 80-150 | 2.0-3.0 | 正確な温度管理が必要 |
| ステンレススチール(304) | 1150-1250 | 100-200 | 1.5-2.5 | 磁気特性により高い電力入力が必要 |
| 高速度鋼(M2) | 1050-1150 | 70-120 | 2.5-4.0 | 非常に精密な温度制御が必要 |
最近の技術の進歩
誘導ビレット加熱における最近の技術革新には次のようなものがある:
- マルチ周波数動作:最適化された加熱プロファイルのために中周波と高周波を組み合わせる
- フラックス濃縮機:エネルギー効率向上のための磁気カップリングの強化
- 高度なシミュレーションツール:精密コイル設計のための計算電磁気学と流体力学
- 機械学習アルゴリズム:材料特性に基づいて加熱パラメータを最適化する適応制御システム
- ハイブリッド・システム:特殊用途向け誘導加熱と伝導加熱の組み合わせ

結論
誘導鋼片加熱炉 は、成熟しつつも継続的に進化している技術であり、従来の加熱方法に比べて大きな利点を提供する。この記事で紹介するデータは、最新の誘導システムが優れたエネルギー効率、正確な温度制御、材料ロスの削減、製品品質の向上を提供することを示している。初期投資は従来のシステムより高いかもしれないが、運転上の利点により、設置の規模や稼働率にもよるが、通常1~4年の有利な投資回収期間が得られる。
鉄鋼メーカーが、高い製品品質を維持しながら、エネルギー消費と環境への影響を削減する必要に迫られる中、誘導加熱技術は鉄鋼加工業界においてシェアを拡大し続けています。パワーエレクトロニクス、計算モデリング、および制御システムで進行中の開発は、今後数年間でこれらのシステムの性能をさらに高めることを約束します。



