誘導矯正加熱装置
説明
誘導矯正加熱機:技術分析と応用
はじめに
インダクション・ストレートニング 加熱機は、特に海洋、工業、構造物用途の金属矯正技術において、大きな進歩です。これらのシステムは、電磁誘導を利用して金属部品に正確で局所的な熱を発生させ、従来の火炎ベースの方法の欠点なしに、制御された変形と矯正を容易にする。この記事では、最新の電磁矯正システムの技術パラメータ、操作上の利点、および性能分析について、特に甲板と隔壁の用途に焦点を当てて検証する。
誘導矯正の動作原理
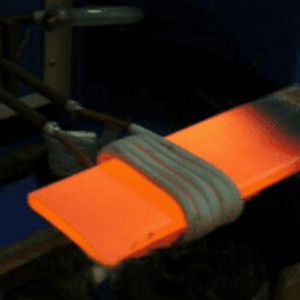
インダクション・ストレートニング 誘導コイルを通過する交流電流が急速に変化する磁場を発生させます。この磁場の中に導電性のワークピースを置くと、材料内に渦電流が誘導され、抵抗加熱が生じます。このプロセスにより
- 加熱の深さとパターンを正確にコントロール
- 対象地域の急激な気温上昇
- 最小熱影響部(HAZ)
- 火炎加熱と比較して材料の歪みを低減
工業用誘導矯正システムの技術パラメーター
次の表は,甲板および隔壁の用途向けに設計された工業用誘導矯正機の代表的な技術仕様である:
| パラメータ | 小型システム | ミディアムシステム | 大型システム |
|---|---|---|---|
| 出力 | 25-50 kW | 50-100 kW | 100-300 kW |
| 周波数範囲 | 5-15 kHz | 2-8 kHz | 0.5-5 kHz |
| 加熱能力(スチール) | 厚さ15mmまで | 厚さ30mmまで | 厚さ60mmまで |
| 温度範囲 | 200-800°C | 200-950°C | 200-1100°C |
| 冷却システム | 水冷式、10~15 L/分 | 水冷式、20~40 L/分 | 水冷式、40~80 L/分 |
| コイルデザイン | フラットパンケーキ/カスタム | フラットパンケーキ/カスタム | 特殊ヘビーデューティー |
| 制御システム | 基本ロギング機能付きPLC | データモニタリング付きPLC | 分析機能を備えた高度なデジタル制御 |
| 電源 | 380-480V、3相 | 380-480V、3相 | 380-480V、3相 |
| モビリティ | ポータブル/カート搭載 | セミポータブル/ホイール | 固定設置/クレーンアシスト |
| 加熱速度 | 200~400℃/分 | 300-600℃/分 | 400~800℃/分 |
アプリケーション固有の性能データ
誘導式矯正加熱機は、金属構造物の変形、応力、またはミスアラインメントを修正するアプリケーションのために、様々な産業で広く使用されています。主な用途は以下の通りです:
- 造船と修理:
- デッキ矯正:船舶甲板の溶接応力による変形を除去する。
- バルクヘッドの矯正:大規模な造船や修理プロジェクトにおける隔壁の位置合わせと修正。
- 構造的ストレスの除去:
- 海洋、工業、建設分野の重量鉄骨構造物の残留応力を低減し、構造物の完全性を確保し、将来の変形を防止する。
- 鋼板および厚物ワークの矯正:
- 造船、建設、製造などの重工業でよく使用される、厚い鋼板や大きなワークピースの反り、曲がり、ずれを修正します。
- 工業加工と修理:
- 高熱や溶接によって生じる金属部品の歪みを固定する。
- 精密アプリケーション:
- 金属部品の機能性とデザインを維持するために厳しい公差が要求される矯正作業において、高精度を実現します。

- 金属部品の機能性とデザインを維持するために厳しい公差が要求される矯正作業において、高精度を実現します。

次の表は、造船および構造用鋼用途に特化した性能データを示している:
| 申し込み | 素材 厚さ (mm) | 出力設定(kW) | 加熱時間(秒) | 最高温度 (°C) | 矯正効率(%) |
|---|---|---|---|---|---|
| デッキプレート | 8 | 40 | 45-60 | 650 | 92 |
| デッキプレート | 12 | 60 | 70-90 | 700 | 90 |
| デッキプレート | 20 | 100 | 120-150 | 750 | 88 |
| 隔壁 | 10 | 50 | 60-75 | 680 | 91 |
| 隔壁 | 15 | 80 | 90-110 | 720 | 89 |
| 隔壁 | 25 | 160 | 180-210 | 780 | 86 |
| フレーム/スティフナー | 6 | 30 | 30-45 | 600 | 94 |
| フレーム/スティフナー | 10 | 55 | 50-70 | 650 | 92 |
データ分析とパフォーマンス指標
エネルギー効率の比較
運転データの分析により、従来の方法と比較して、誘導矯正が効率的に大きな利点を持つことが明らかになった:
| 方法 | エネルギー消費量 (kWh/m²) | 加熱時間 (min/m²) | CO₂排出量(kg/m²) | HAZ幅(mm) |
|---|---|---|---|---|
| 誘導加熱 | 2.4-3.8 | 1.5-2.5 | 1.2-1.9 | 30-50 |
| ガスの炎 | 5.6-8.2 | 3.5-5.0 | 3.2-4.6 | 80-120 |
| 抵抗加熱 | 3.8-5.5 | 2.8-4.0 | 1.9-2.8 | 60-90 |
品質と精度の指標
3つの造船所で500回の矯正作業を比較分析した結果、以下の品質指標が得られた:
| クオリティ・メトリック | 誘導方式 | 伝統的な方法 |
|---|---|---|
| 寸法精度(mm偏差) | 0.8-1.2 | 2.0-3.5 |
| 表面酸化(目盛厚さμm) | 5-15 | 30-60 |
| 微細構造の変化(深さmm) | 0.5-1.0 | 1.5-3.0 |
| リワーク率(%) | 4.2 | 12.8 |
| プロセス再現性(σ) | 0.12 | 0.38 |
高度なシステム構成
最新のIH矯正システムには、いくつかの高度な機能が組み込まれている:
制御システムとモニタリング
| 特徴 | 能力 | ベネフィット |
|---|---|---|
| 温度モニタリング | リアルタイム赤外線測定 | オーバーヒートを防ぐ |
| パターン認識 | AIによる変形解析 | 加熱パターンを最適化 |
| データロギング | すべての加熱パラメーターを記録 | 品質保証とトレーサビリティ |
| 予測モデリング | 最適な暖房パターンを計算 | オペレーターへの依存度を低減 |
| 遠隔監視 | IoT対応システム監視 | 専門家による遠隔支援が可能 |
様々なアプリケーションに対応するコイル構成
| コイル・タイプ | デザイン | ベスト・アプリケーション |
|---|---|---|
| フラット・パンケーキ | 円形フラットコイル | 大きな平面 |
| 縦型 | 長方形コイル | 長いスティフナーとビーム |
| 輪郭 | 表面に合わせたカスタム形状 | 複雑な曲面 |
| スキャニング | 可動式小型コイル | 広い範囲を段階的に矯正 |
| マルチゾーン | 複数の独立制御セクション | 複雑なディストーション・パターン |
ケーススタディ造船所の導入
ヨーロッパの大手造船所は、甲板と隔壁の加工に先進的な高周波矯正システムを導入し、次のような結果を得た:
- 68%、火炎加熱に比べ矯正時間を短縮
- 42%のエネルギー消費削減
- 78%による手直し工数の削減
- 55%、矯正作業1回あたりの労働時間を削減
- 91% 過熱による不合格部品の減少


運転パラメータと材料に関する考慮事項
次の表は、海洋および構造物用途で一般的に使用されるさまざまな鋼種の最適運転パラメーターの概要です:
| 鋼種 | 最適温度範囲 (°C) | 出力密度 (kW/cm²) | 加熱速度(℃/秒) | 冷却方法 |
|---|---|---|---|---|
| 軟鋼(A36) | 600-750 | 0.8-1.2 | 8-12 | 天然空気 |
| 高強度(AH36) | 550-700 | 0.7-1.0 | 7-10 | 天然空気 |
| 超高強度 | 500-650 | 0.5-0.8 | 5-8 | 制御された冷却 |
| ステンレス鋼 | 500-600 | 0.6-0.9 | 6-9 | 天然空気 |
| アルミニウム合金 | 200-350 | 0.3-0.5 | 4-6 | 強制空気 |
結論
誘導矯正加熱機 は、金属成形と修正工程における重要な技術的進歩を意味する。提示されたデータ分析では、精度、エネルギー効率、材料品質保持、作業生産性の面で明確な利点が実証されています。造船および構造物製造業界がより効率的で環境に優しいプロセスを求め続ける中、誘導加熱技術は、複数の性能指標にわたって測定可能な改善を実現する実証済みのソリューションを提供します。
この論文に概説されている技術パラメータと性能データは、誘導矯正システムの導入を検討しているエンジニアリングチーム、特に海洋および産業環境におけるデッキプレート、隔壁、構造部品を含むアプリケーションに包括的な参考資料を提供する。