
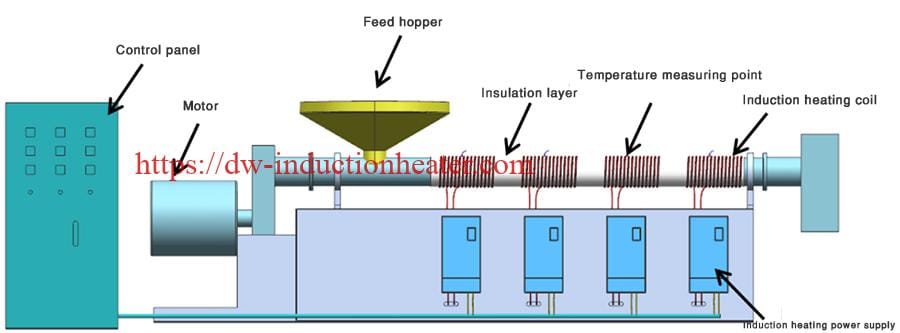
誘導加熱プラスチック押出の簡単な紹介:
誘導加熱 プラスチック押出成形は、省エネヒーターの一種です。大幅な省エネ、迅速な加熱、高いエネルギー効率、低メンテナンスまたはゼロメンテナンスなど、多くの利点があります。また、発熱量が非常に少なく、環境温度を下げることができます。IHヒーターを設置する際、電気制御システムに大きな変更はありません。
 誘導加熱プラスチック押出成形はどこでできますか?
誘導加熱プラスチック押出成形はどこでできますか?

主に射出、押出、ブローフィルム、伸線、造粒、リサイクルなどの機械に応用される。製品の応用はフィルム、シート、プロファイル、原料などを含む。機械のバレル、フランジ、ダイヘッド、スクリューなどの部品を加熱することができます。省エネに優れ、作業環境を冷却します。
誘導加熱 は、電磁誘導によって導電性の物体(通常は金属)を加熱するプロセスで、金属内に渦電流が発生し、抵抗によって金属がジュール加熱される。誘導コイル自体は加熱されない。発熱体は加熱された物体そのものである。

なぜ、どのように誘導加熱プラスチック押出成形は、エネルギーを節約することができますか?
そのため、バレル表面に近い熱しかバレルに伝わらず、ヒーターカバーの外側に近い熱は空気に奪われ、環境温度が上昇する。
インダクションヒーター 誘導コイルが高熱を発生せず、また酸化してヒーターが焼損する抵抗線がないため、誘導ヒーターの寿命が長く、メンテナンスも少なくて済む。
 誘導加熱プラスチック押出の利点は何ですか?
誘導加熱プラスチック押出の利点は何ですか?

- エネルギー効率 30%-85%
現在、プラスチック加工機械は主に抵抗発熱体を使用しており、大量の熱が周囲に放射される可能性があります。誘導加熱はこの問題を解決する理想的な代替手段です。誘導加熱コイルの表面温度は50ºCから90ºCの間で、熱損失は大幅に最小化され、30%-85%の省エネを提供します。そのため、誘導加熱システムが高出力加熱装置に使用される場合、エネルギー節約効果はより明らかである。 - 安全性
誘導加熱システムを使用することで、機械の表面に触れても安全であるため、抵抗発熱体を使用するプラスチック機械でよく起こる火傷を避けることができ、作業者に安全な職場を提供することができる。 - 高速加熱、高い加熱効率
エネルギー変換効率が約60%の抵抗加熱に比べ、誘導加熱は98%以上の効率で電気を熱に変換する。 - より低い作業温度、より高い作業快適性
誘導加熱システムを使用した後、生産作業場全体の温度は5度以上下がる。 - 長寿命
高温で長時間作業しなければならない抵抗発熱体とは対照的に、誘導加熱は常温に近い温度で作業するため、効率的に寿命を延ばすことができる。 - 正確な温度制御、高い製品認定率
誘導加熱は熱慣性が低いか全くないので、温度のオーバーシュートが発生しない。そして温度は0.5度の差の設定値にとどまることができる。
プラスチック押出成形用の誘導加熱は、従来のヒーターと比べて何が優れているのでしょうか?

| インダクションヒーター | 伝統的なヒーター | |
| 加熱方式 | 誘導加熱は、電磁誘導によって導電体(通常は金属)を加熱するプロセスであり、金属内に渦電流が発生し、抵抗によって金属がジュール加熱される。誘導コイル自体は加熱されない。発熱体は加熱された物体そのものである。 | 抵抗線は直接加熱され、接触によって熱が伝わる。 |
| 加熱時間 | 迅速な加熱、高効率 | 加熱が遅く、効率が低い |
| 省エネ率 | 30-80% エネルギー率を節約して下さい、働く温度を減らして下さい | エネルギーを節約できない |
| インストール | 取り付けが簡単 | 取り付けが簡単 |
| オペレーション | 操作が簡単 | 操作が簡単 |
| メンテナンス | コントロールボックスは、マシンの電源を切ることなく簡単に交換できます。 | 交換は簡単だが、マシンの電源を切る必要がある |
| 温度管理 | ヒーター自体が加熱されないため、熱慣性が小さく、正確な温度制御が可能。 | 熱慣性が大きく、温度制御の精度が低い |
| 製品の品質 | 精密な温度制御による製品品質の向上 | 製品品質の低下 |
| 安全性 | アウターシースは触れても安全で、表面温度が低く、漏電がない。 | 外装シースの温度が非常に高く、やけどしやすい。誤操作で漏電する。 |
| ヒーターの耐用年数 | 2~4年 | 1-2年 |
| バレルとスクリューの寿命 | ヒーターの交換頻度が少ないため、バレル、スクリューなどの使用寿命が長い。 | バレル、スクリューなどの使用寿命が短い。 |
| 環境 | 環境温度を下げる; ノイズなし | 環境温度が高く、ノイズが多い |
誘導加熱電力計算
既存の暖房システムの暖房能力がわかっている場合、負荷率に応じて適切な能力を選択する。
- 負荷率≦60%、適用電力は元の電力の80%;
- 60%-80%の間の負荷率は、元の電力を選択します;
- 負荷率>80%、適用電力は元の電力の120%;
既存の暖房システムの暖房能力が不明な場合
- 射出成形機、ブローフィルム成形機、押出成形機の場合は、シリンダー(バレル)の実際の表面積に応じて、1cm2あたり3Wとして電力を計算する必要があります;
- ドライカットペレタイジングマシンの場合、電力はシリンダー(バレル)の実際の表面積に従って、1cm2あたり4Wとして計算されるべきである;
- 湿式カットペレタイジングマシンの場合、電力はシリンダー(バレル)の実際の表面積に従って1cm2あたり8Wとして計算されるべきである;
例:シリンダー直径160mm、長さ1000mm(つまり160mm=16cm、1000mm=100cm)
シリンダー表面積の計算16*3.14*100=5024cm²となります。
1cm2あたり3Wとして計算:5024*3=15072W、すなわち15kW
