
Soldadura fuerte de tubos de cobre por inducción
Descripción
Objetivo
Demostrar soldadura fuerte por inducción de tubos de cobre y tiempo de soldadura utilizando el sistema DW-UHF-10 kW y la bobina de laboratorio dividida disponible.

Equipamiento
Máquina de soldadura por inducción DW-UHF-10KW
Materiales
- Tubo de cobre - Tubo de aspiración
- Pasta de soldadura
Parámetros clave
Potencia: 10 kW
Temperatura: Aproximadamente 815° C (1500° F)
Tiempo: 5 - 5,2 seg

Proceso:
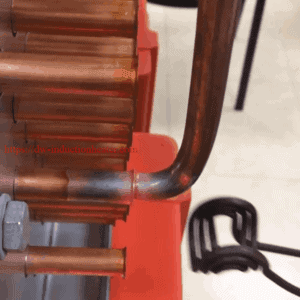
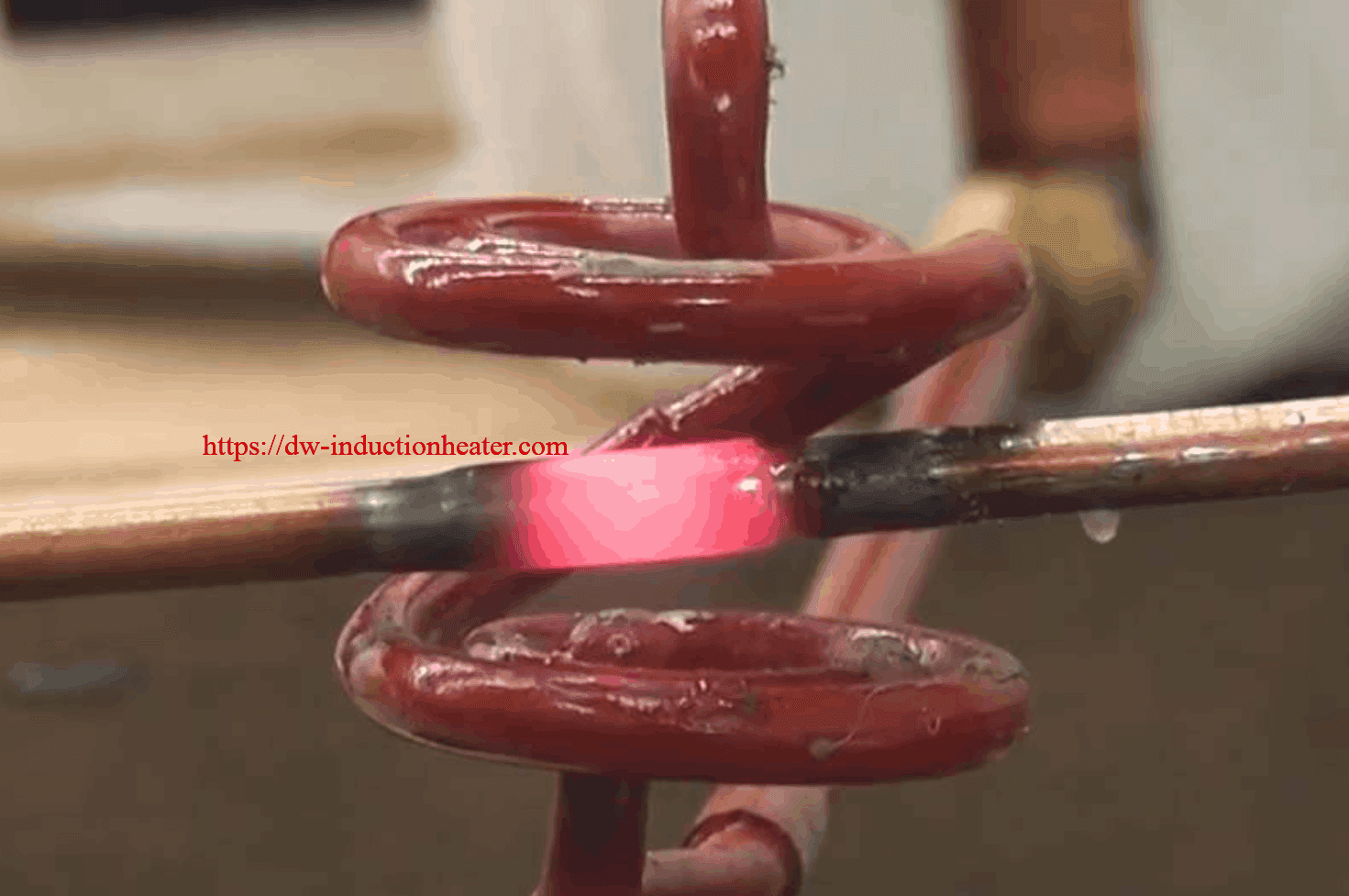
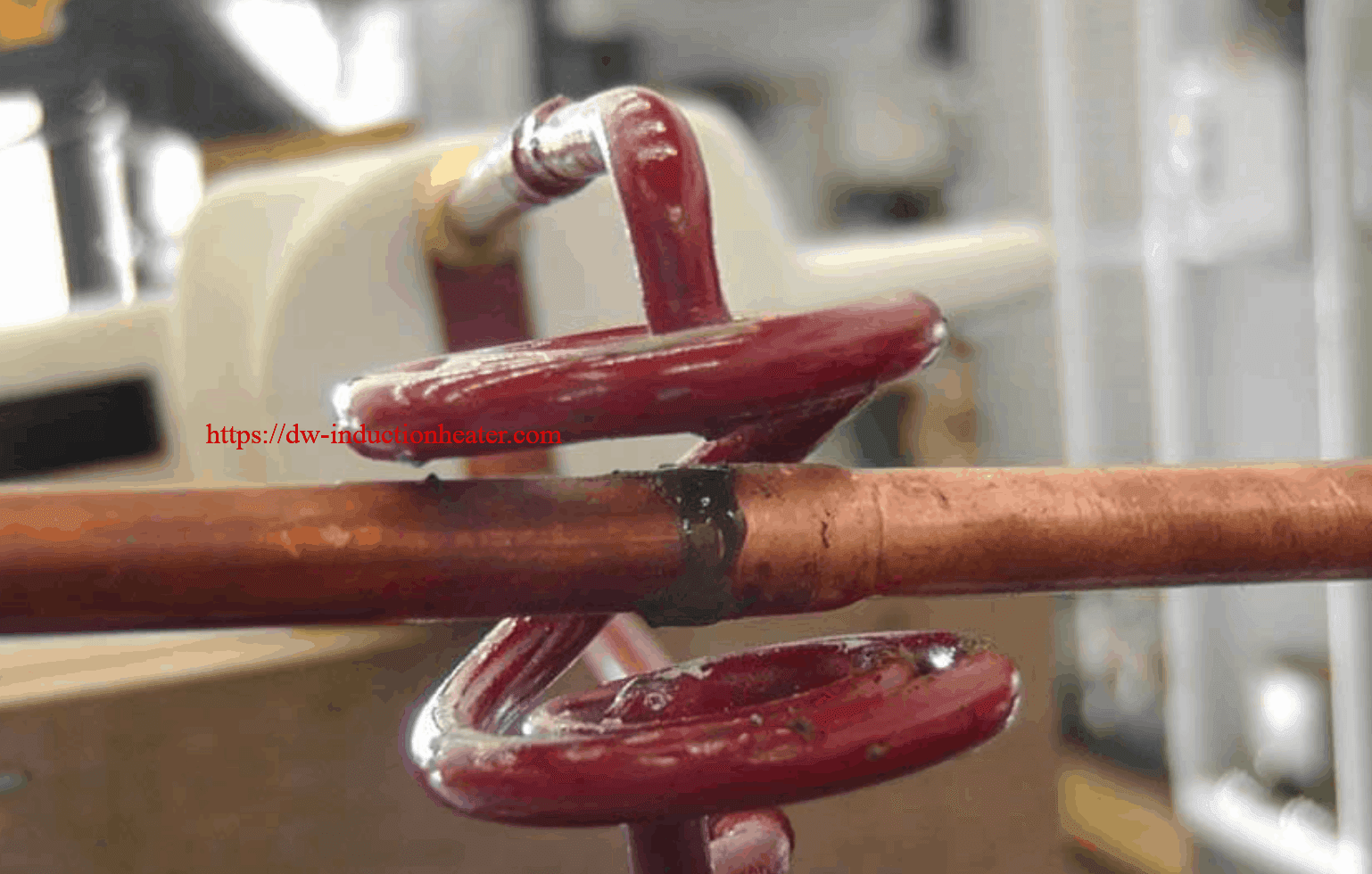
Como sólo se proporcionó un conjunto para la prueba, configuramos una carga de prueba utilizando un tubo de cobre de pared gruesa de 5/16" configurado de manera que un tubo aceptara al otro en un extremo de brida abierta formada. El tiempo de calentamiento se estimó utilizando pintura tempilaque para indicar la temperatura. El conjunto de prueba (seguido de los componentes suministrados) se ensambló con una capa de pasta de soldadura fuerte de aleación 505 y se colocó en la bobina de prueba del laboratorio según las fotografías adjuntas) Se comprobó que un ciclo de calor de 5 - 5,2 segundos hacía fluir la aleación y realizaba la unión.

Resultados/beneficios:
- Como se ha demostrado, el modelo DW-UHF sistema de soldadura por inducción es capaz de calentar tanto las secciones más grandes como las más pequeñas de tubo a tubo para completar una unión soldada. Los tiempos de calentamiento utilizando una bobina de prueba disponible están dentro de las expectativas de tiempo de calentamiento de producción requeridas por Electrolux.
- HLQ requerirá un montaje completo para su revisión con el fin de desarrollar el diseño final de la bobina que pueda acomodar las 12 uniones indicadas en la fotografía de su esquema. Es necesario conocer y ver las holguras entre las conexiones de los tubos que se van a soldar y la sección de acero del compresor para garantizar que la carcasa de acero no se vea afectada por el campo de RF resultante creado en la bobina de carga. Este diseño final puede requerir la adición de materiales de ferrita en la bobina que servirán para enfocar el campo de RF a los conductores de cobre y no a la carcasa de acero.
- Las pruebas iniciales se completaron en el DW-UHF-10kW utilizando una bobina de laboratorio disponible. La bobina de producción estará contenida en una carcasa no conductora que permitirá al operario utilizarla para situar la bobina contra los cables de cobre para una localización precisa y positiva del calentamiento para el proceso de soldadura fuerte. El diseño de la bobina de producción incorporará cables más cortos que los de la bobina de prueba y se configurará de forma que se mejoren los ciclos de calentamiento (tiempos de calentamiento más cortos).