
Soluciones de soldadura por inducción de alta frecuencia para tubos y tuberías
¿Qué es la soldadura por inducción?
 En la soldadura por inducción, el calor se induce electromagnéticamente en la pieza. La velocidad y precisión de la soldadura por inducción la hacen ideal para la soldadura de bordes de tubos y tuberías. En este proceso, los tubos pasan a gran velocidad por una bobina de inducción. Al hacerlo, sus bordes se calientan y luego se aprietan para formar un cordón de soldadura longitudinal. La soldadura por inducción es especialmente adecuada para grandes volúmenes de producción. Las soldadoras por inducción también pueden equiparse con cabezales de contacto, lo que las convierte en sistemas de soldadura de doble uso.
En la soldadura por inducción, el calor se induce electromagnéticamente en la pieza. La velocidad y precisión de la soldadura por inducción la hacen ideal para la soldadura de bordes de tubos y tuberías. En este proceso, los tubos pasan a gran velocidad por una bobina de inducción. Al hacerlo, sus bordes se calientan y luego se aprietan para formar un cordón de soldadura longitudinal. La soldadura por inducción es especialmente adecuada para grandes volúmenes de producción. Las soldadoras por inducción también pueden equiparse con cabezales de contacto, lo que las convierte en sistemas de soldadura de doble uso.
¿Cuáles son las ventajas de la soldadura por inducción?
 La soldadura longitudinal por inducción automatizada es un proceso fiable y de alto rendimiento. El bajo consumo de energía y la alta eficiencia de Sistemas de soldadura por inducción HLQ reducen los costes. Su controlabilidad y repetibilidad minimizan las piezas desechadas. Nuestros sistemas también son flexibles: la adaptación automática de la carga garantiza la máxima potencia de salida en una amplia gama de tamaños de tubo. Además, su reducido tamaño facilita su integración o reequipamiento en las líneas de producción.
La soldadura longitudinal por inducción automatizada es un proceso fiable y de alto rendimiento. El bajo consumo de energía y la alta eficiencia de Sistemas de soldadura por inducción HLQ reducen los costes. Su controlabilidad y repetibilidad minimizan las piezas desechadas. Nuestros sistemas también son flexibles: la adaptación automática de la carga garantiza la máxima potencia de salida en una amplia gama de tamaños de tubo. Además, su reducido tamaño facilita su integración o reequipamiento en las líneas de producción.
¿Dónde se utiliza la soldadura por inducción?
La soldadura por inducción se utiliza en la industria de tubos y tuberías para la soldadura longitudinal de acero inoxidable (magnético y no magnético), aluminio, aceros con bajo contenido en carbono y aceros de baja aleación y alta resistencia (HSLA) y muchos otros materiales conductores.
 Soldadura por inducción de alta frecuencia
Soldadura por inducción de alta frecuencia
En el proceso de soldadura de tubos por inducción de alta frecuencia, se induce corriente de alta frecuencia en el tubo de costura abierta mediante una bobina de inducción situada por delante (aguas arriba) del punto de soldadura, como se muestra en la Fig. 1-1. Los bordes del tubo se separan cuando pasan por la bobina, formando una uve abierta cuyo vértice está ligeramente por delante del punto de soldadura. La bobina no entra en contacto con el tubo.
Fig 1-1
La bobina actúa como el primario de un transformador de alta frecuencia, y el tubo de costura abierto actúa como un secundario de una vuelta. Como en las aplicaciones generales de calentamiento por inducción, la trayectoria de la corriente inducida en la pieza tiende a ajustarse a la forma de la bobina de inducción. La mayor parte de la corriente inducida completa su recorrido alrededor de la banda formada fluyendo a lo largo de los bordes y aglomerándose alrededor del vértice de la abertura en forma de V de la banda.
La densidad de corriente de alta frecuencia es mayor en los bordes cercanos al vértice y en el propio vértice. Se produce un calentamiento rápido que hace que los bordes alcancen la temperatura de soldadura cuando llegan al vértice. Los rodillos de presión fuerzan los bordes calentados a juntarse, completando la soldadura.
La alta frecuencia de la corriente de soldadura es la responsable del calentamiento concentrado a lo largo de los bordes de la chapa. Tiene otra ventaja, y es que sólo una parte muy pequeña de la corriente total encuentra su camino alrededor de la parte posterior de la banda formada. A menos que el diámetro del tubo sea muy pequeño en comparación con la longitud de la uve, la corriente prefiere la trayectoria útil a lo largo de los bordes del tubo que forma la uve.
Efecto piel
El proceso de soldadura HF depende de dos fenómenos asociados a la corriente HF: el efecto piel y el efecto proximidad.
El efecto piel es la tendencia de la corriente de alta frecuencia a concentrarse en la superficie de un conductor.
Esto se ilustra en la Fig. 1-3, que muestra la corriente de alta frecuencia que fluye en conductores aislados de diversas formas. Prácticamente toda la corriente fluye en una piel poco profunda cerca de la superficie.
Efecto de proximidad
El segundo fenómeno eléctrico importante en el proceso de soldadura HF es el efecto de proximidad. Se trata de la tendencia de la corriente de alta frecuencia en un par de conductores de ida/retorno a concentrarse en las partes de las superficies conductoras más cercanas entre sí. Esto se ilustra en las Figs. 1-4 a 1-6 para un conductor redondo y cuadrado de sección transversal y espaciamientos.
La física que subyace al efecto de proximidad depende del hecho de que el campo magnético que rodea a los conductores de ida/vuelta está más concentrado en el estrecho espacio entre ellos que en el resto (Fig. 1-2). Las líneas de fuerza magnéticas tienen menos espacio y están más juntas. Por lo tanto, el efecto de proximidad es mayor cuando los conductores están más juntos. También es más fuerte cuando los lados enfrentados son más anchos.
Fig. 1-2
Fig. 1-3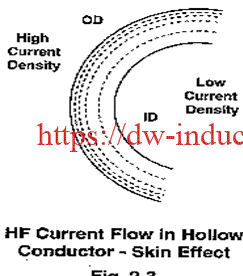
La Fig. 1-6 ilustra el efecto de la inclinación de dos conductores rectangulares de ida/vuelta muy próximos entre sí. La concentración de corriente de alta frecuencia es mayor en las esquinas más próximas entre sí y disminuye progresivamente a lo largo de las caras divergentes.
 Fig. 1-4
Fig. 1-4
 Fig. 1-5
Fig. 1-5
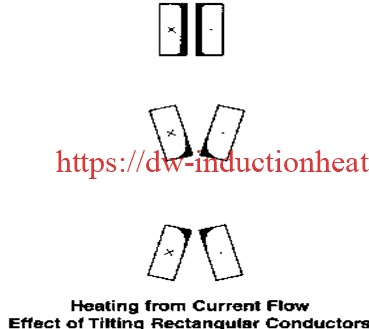 Fig. 1-6
Fig. 1-6
Interrelaciones eléctricas y mecánicas
Hay dos áreas generales que deben optimizarse para obtener las mejores condiciones eléctricas:
- La primera consiste en hacer todo lo posible para que la mayor parte posible de la corriente total de AF circule por la vía útil en la V.
- La segunda es hacer todo lo posible para que los bordes sean paralelos en la uve, de modo que el calentamiento sea uniforme de dentro a fuera.
El objetivo (1) depende claramente de factores eléctricos como el diseño y la colocación de los contactos o bobina de soldadura y de un dispositivo que impida la corriente montado en el interior del tubo. El diseño depende del espacio físico disponible en el laminador y de la disposición y el tamaño de los rodillos de soldadura. Si se va a utilizar un mandril para el escarpado o laminado interior, esto afecta al impeder. Además, el objetivo (1) depende de las dimensiones de la uve y del ángulo de apertura. Por lo tanto, aunque (1) es básicamente eléctrico, está estrechamente relacionado con la mecánica del laminador.
El objetivo (2) depende totalmente de factores mecánicos, como la forma del tubo abierto y el estado de los bordes de la banda. Estos factores pueden verse afectados por lo que ocurre en las pasadas de despiece del laminador e incluso en la cortadora.
La soldadura HF es un proceso electromecánico: El generador suministra calor a los bordes, pero los rodillos de apriete realizan realmente la soldadura. Si los bordes alcanzan la temperatura adecuada y las soldaduras siguen siendo defectuosas, es muy probable que el problema esté en la configuración de la fresadora o en el material.
Factores mecánicos específicos
En última instancia, lo que ocurre en el cordón es lo más importante. Todo lo que ocurre allí puede tener un efecto (bueno o malo) sobre la calidad y la velocidad de la soldadura. Algunos de los factores que hay que tener en cuenta en la uve son:
- La longitud de la uve
- El grado de apertura (ángulo en V)
- A qué distancia de la línea central del rollo de soldadura comienzan a tocarse los bordes de la banda.
- Forma y estado de los bordes de la banda en V
- Cómo se juntan los bordes de la banda - si simultáneamente en todo su grosor - o primero en el exterior - o en el interior - o a través de una rebaba o astilla.
- La forma de la banda formada en la uve
- La constancia de todas las dimensiones de la uve, incluida la longitud, el ángulo de apertura, la altura de los bordes y el grosor de los bordes.
- La posición de los contactos de soldadura o de la bobina
- El registro de los bordes de la banda entre sí cuando se juntan
- Cuánto material se exprime (anchura de la tira)
- Cuánto debe sobredimensionarse el tubo para el dimensionado
- Cuánta agua o refrigerante de molino se vierte en la uve, y su velocidad de impacto
- Limpieza del refrigerante
- Limpieza de la banda
- Presencia de materias extrañas, como cascarillas, virutas, astillas, inclusiones
- Si el skelp de acero es de acero con borde o muerto
- Tanto si se trata de soldadura en llanta de acero con reborde o de skelp de ranuras múltiples
- Calidad del skelp - ya sea de acero laminado - o de acero con excesivos largueros e inclusiones (acero "sucio").
- Dureza y propiedades físicas del material de la banda (que afectan a la cantidad de resorte y a la presión de apriete necesaria).
- Uniformidad de la velocidad del molino
- Calidad de corte
Es obvio que gran parte de lo que ocurre en la hilera es resultado de lo que ya ha ocurrido, bien en el propio laminador o incluso antes de que la banda o la piel entren en el laminador.
 Fig. 1-7
Fig. 1-7
 Fig. 1-8
Fig. 1-8
La Vee de alta frecuencia
El objetivo de esta sección es describir las condiciones ideales en la uve. Se ha demostrado que los bordes paralelos proporcionan un calentamiento uniforme entre el interior y el exterior. En esta sección se expondrán otras razones para mantener los bordes lo más paralelos posible. Se discutirán otras características de la V, como la ubicación del vértice, el ángulo de apertura y la estabilidad durante la marcha.
En secciones posteriores se darán recomendaciones específicas basadas en la experiencia sobre el terreno para lograr las condiciones deseables en las vetas.
Vértice lo más cerca posible del punto de soldadura
La Fig. 2-1 muestra que el punto donde los bordes se encuentran entre sí (es decir, el vértice) se encuentra algo más arriba de la línea central del rodillo de presión. Esto se debe a que una pequeña cantidad de material se desprende durante la soldadura. El vértice completa el circuito eléctrico, y la corriente de alta frecuencia de un borde da la vuelta y vuelve por el otro.
En el espacio entre el vértice y la línea central del rodillo de presión no hay más calentamiento porque no circula corriente, y el calor se disipa rápidamente debido al elevado gradiente de temperatura entre los bordes calientes y el resto del tubo. Por lo tanto, es importante que el vértice esté lo más cerca posible de la línea central del rodillo de soldadura para que la temperatura se mantenga lo suficientemente alta como para realizar una buena soldadura cuando se aplique la presión.
Esta rápida disipación del calor es la responsable de que, cuando se duplica la potencia de AF, la velocidad alcanzable sea más del doble. La mayor velocidad resultante de la mayor potencia da menos tiempo para que el calor se disipe. Una mayor parte del calor que se desarrolla eléctricamente en los bordes se convierte en útil, y la eficiencia aumenta.
Grado de apertura en V
Mantener el vértice lo más cerca posible de la línea central de presión de la soldadura implica que la abertura de la uve debe ser lo más ancha posible, pero existen límites prácticos. El primero es la capacidad física de la fresadora para mantener los bordes abiertos sin arrugas ni daños en los bordes. El segundo es la reducción del efecto de proximidad entre los dos bordes cuando están más separados. Sin embargo, una abertura en V demasiado pequeña puede favorecer la prearticulación y el cierre prematuro de la V, provocando defectos de soldadura.
Basándose en la experiencia de campo, la apertura en V es generalmente satisfactoria si el espacio entre bordes en un punto a 2,0″ aguas arriba de la línea central del rodillo de soldadura está entre 0,080″(2mm) y .200″(5mm) dando un ángulo incluido de entre 2º y 5º para acero al carbono. Es deseable un ángulo mayor para el acero inoxidable y los metales no ferrosos.
Apertura en V recomendada
 Fig. 2-1
Fig. 2-1
 Fig. 2-2
Fig. 2-2
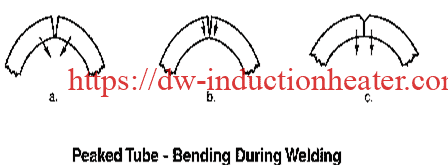 Fig. 2-3
Fig. 2-3
Los bordes paralelos evitan la doble V
La Fig. 2-2 ilustra que si los bordes interiores se juntan primero, hay dos curvas - una en el exterior con su vértice en A - la otra en el interior con su vértice en B. La curva exterior es más larga y su vértice está más cerca de la línea central del balanceo de presión.
En la Fig. 2-2, la corriente de alta frecuencia prefiere la curva interior porque los bordes están más juntos. La corriente da la vuelta en B. Entre B y el punto de soldadura, no hay calentamiento y los bordes se enfrían rápidamente. Por lo tanto, es necesario sobrecalentar el tubo aumentando la potencia o disminuyendo la velocidad para que la temperatura en el punto de soldadura sea lo suficientemente alta para obtener una soldadura satisfactoria. Esto se agrava aún más porque los bordes interiores se habrán calentado más que los exteriores.
En casos extremos, la doble uve puede provocar goteo en el interior y una soldadura fría en el exterior. Todo esto se evitaría si los bordes fueran paralelos.
Los bordes paralelos reducen las inclusiones
Una de las ventajas importantes de la soldadura HF es el hecho de que se funde una fina piel en la cara de los bordes. De este modo, se eliminan los óxidos y otros materiales no deseados y se obtiene una soldadura limpia y de alta calidad. Con bordes paralelos, los óxidos se expulsan en ambas direcciones. No hay nada que se interponga en su camino y no tienen que desplazarse más allá de la mitad del grosor de la pared.
Si los bordes interiores se juntan primero, es más difícil que salgan los óxidos. En la Fig. 2-2 hay una depresión entre el vértice A y el vértice B que actúa como un crisol para contener material extraño. Este material flota en el acero fundido cerca de los bordes interiores calientes. Durante el tiempo que está siendo exprimido después de pasar por el vértice A, no puede pasar completamente por los bordes exteriores más fríos, y puede quedar atrapado en la interfaz de soldadura, formando inclusiones indeseables.
Ha habido muchos casos en los que los defectos de soldadura, debidos a inclusiones cerca del exterior, se debían a que los bordes interiores se juntaban demasiado pronto (es decir, tubo en pico). La respuesta es simplemente cambiar el conformado para que los bordes sean paralelos. No hacerlo puede restar uso a una de las ventajas más importantes de la soldadura HF.
Los bordes paralelos reducen el movimiento relativo
La Fig. 2-3 muestra una serie de secciones transversales que podrían haberse tomado entre B y A en la Fig. 2-2. Cuando los bordes interiores de un tubo con picos entran en contacto por primera vez, se pegan (Fig. 2-3a). Poco después (Fig. 2-3b), la parte pegada se dobla. Las esquinas exteriores se juntan como si los bordes estuvieran articulados por dentro (Fig. 2-3c).
Esta flexión de la parte interior de la pared durante la soldadura perjudica menos al soldar acero que al soldar materiales como el aluminio. El acero tiene un rango de temperatura plástica más amplio. Evitar este tipo de movimiento relativo mejora la calidad de la soldadura. Esto se consigue manteniendo los bordes paralelos.
Los bordes paralelos reducen el tiempo de soldadura
Volviendo a la Fig. 2-3, el proceso de soldadura tiene lugar desde B hasta la línea central del rodillo de soldadura. Es en esta línea central donde finalmente se ejerce la máxima presión y se completa la soldadura.
Por el contrario, cuando los bordes se juntan en paralelo, no empiezan a tocarse hasta que al menos alcanzan el punto A. Casi inmediatamente, se aplica la máxima presión. Los bordes paralelos pueden reducir el tiempo de soldadura hasta 2,5 a 1 o más.
Unir los bordes paralelamente utiliza lo que los herreros siempre han sabido: ¡Golpear mientras el hierro está caliente!
La Vee como carga eléctrica en el generador
En el proceso de alta frecuencia, cuando se utilizan impedidores y guías de costura como se recomienda, el camino útil a lo largo de los bordes de la uve comprende el circuito de carga total que se coloca en el generador de alta frecuencia. La corriente extraída del generador por la "V" depende de la impedancia eléctrica de la "V". Esta impedancia, a su vez, depende de las dimensiones de la uve. A medida que la V se alarga (los contactos o la bobina se desplazan hacia atrás), la impedancia aumenta y la corriente tiende a reducirse. Además, la corriente reducida debe ahora calentar más metal (debido a la mayor longitud de la uve), por lo que se necesita más potencia para llevar la zona de soldadura a la temperatura de soldadura. A medida que aumenta el grosor de la pared, la impedancia disminuye y la corriente tiende a aumentar. Para que el generador de alta frecuencia suministre toda su potencia, es necesario que la impedancia de la "V" se aproxime razonablemente al valor de diseño. Al igual que el filamento de una bombilla, la potencia consumida depende de la resistencia y de la tensión aplicada, no del tamaño de la estación generadora.
Por lo tanto, por razones eléctricas, especialmente cuando se desea la salida total del generador de HF, es necesario que las dimensiones de la V sean las recomendadas.
Utillaje de conformado
El conformado afecta a la calidad de la soldadura
Como ya se ha explicado, el éxito de la soldadura HF depende de que la sección de conformado proporcione bordes estables, sin astillas y paralelos a la uve. No pretendemos recomendar utillajes detallados para cada marca y tamaño de laminador, pero sí sugerimos algunas ideas sobre los principios generales. Cuando se entienden las razones, el resto es un trabajo sencillo para los diseñadores de rodillos. Un utillaje de conformado correcto mejora la calidad de la soldadura y también facilita el trabajo del operario.
Se recomienda romper los bordes
Recomendamos la rotura de bordes recta o modificada. De este modo, la parte superior del tubo adquiere su radio final en la primera o segunda pasada. A veces, los tubos de pared delgada se sobreforman para tener en cuenta el springback. Es preferible no confiar en las pasadas de aletas para formar este radio. No pueden sobreformarse sin dañar los bordes de tal forma que no salgan paralelos. La razón de esta recomendación es que los bordes sean paralelos antes de llegar a los rodillos de soldadura, es decir, en la uve. Esto difiere de la práctica habitual de ERW, en la que los electrodos circulares grandes deben actuar como dispositivos de contacto de alta corriente y, al mismo tiempo, como rodillos para formar los bordes hacia abajo.
Rotura de bordes frente a rotura central
Los defensores de la rotura por el centro afirman que los rodillos de rotura por el centro pueden manejar una gama de tamaños, lo que reduce el inventario de herramientas y reduce el tiempo de inactividad por cambio de rodillos. Se trata de un argumento económico válido en el caso de los grandes laminadores, donde los rodillos son grandes y caros. Sin embargo, esta ventaja se compensa en parte porque a menudo necesitan rodillos laterales o una serie de rodillos planos después de la última pasada de aleta para mantener los bordes bajos. Hasta al menos 6 u 8″ de diámetro exterior, la rotura de bordes es más ventajosa.
Esto es cierto a pesar del hecho de que es deseable utilizar cilindros superiores de desglose diferentes para paredes gruesas que para paredes finas. La Fig. 3-1a ilustra que un cilindro superior diseñado para paredes finas no deja espacio suficiente a los lados para las paredes más gruesas. Si intenta evitar esto utilizando un cilindro superior que sea lo suficientemente estrecho para la banda más gruesa en una amplia gama de espesores, tendrá problemas en el extremo fino de la gama, como se sugiere en la Fig. 3-1b. Los lados de la tira no estarán contenidos y la rotura del borde no será completa. Esto hace que el cordón ruede de lado a lado en los rodillos de soldadura - altamente indeseable para una buena soldadura.
Otro método que se utiliza a veces, pero que no recomendamos para los laminadores pequeños, es utilizar un rodillo inferior montado con separadores en el centro. Se utiliza un espaciador central más fino y un espaciador trasero más grueso cuando se trabaja con paredes finas. El diseño del rodillo para este método es un compromiso en el mejor de los casos. La Fig. 3-1c muestra lo que ocurre cuando el rodillo superior se diseña para pared gruesa y el rodillo inferior se estrecha sustituyendo los separadores para trabajar con pared delgada. La banda se aprieta cerca de los bordes pero queda suelta en el centro. Esto tiende a causar inestabilidad a lo largo del laminador, incluyendo la uve de soldadura.
Otro argumento es que la rotura de bordes puede causar pandeo. Esto no es así cuando la sección de transición está correctamente mecanizada y ajustada y el conformado se distribuye adecuadamente a lo largo de la fresa.
Los recientes avances en la tecnología de formación de jaulas controlada por ordenador garantizan bordes planos y paralelos y tiempos de cambio rápidos.
Según nuestra experiencia, el esfuerzo añadido de utilizar un corte de bordes adecuado se traduce en una producción fiable, uniforme, fácil de manejar y de alta calidad.
Pases de aleta compatibles
La progresión en las pasadas de aleta debe conducir suavemente a la última forma de pasada de aleta recomendada anteriormente. Cada pasada de aleta debe realizar aproximadamente la misma cantidad de trabajo. Esto evita dañar los bordes en una pasada de aleta con exceso de trabajo.
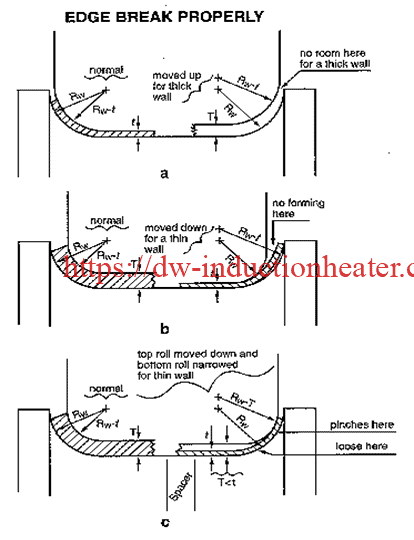 Fig. 3-1
Fig. 3-1
Rollos de soldadura
Rodillos de soldadura y rodillos de última aleta correlacionados
La obtención de bordes paralelos en la uve requiere la correlación del diseño de los rodillos de la última pasada de aleta y de los rodillos de soldadura. La guía de costura, junto con los rodillos laterales que puedan utilizarse en esta zona, sólo sirven para guiar. Esta sección describe algunos diseños de rodillos de soldadura que han dado excelentes resultados en muchas instalaciones y describe un diseño de último paso de aleta para que coincida con estos diseños de rodillos de soldadura.
La única función de los rodillos de soldadura en la soldadura HF es forzar los bordes calentados a juntarse con suficiente presión para hacer una buena soldadura. El diseño de los rodillos de aleta debe entregar el skelp completamente formado (incluido el radio cerca de los bordes), pero abierto en la parte superior a los rodillos de soldadura. La apertura se obtiene como si se hubiera hecho un tubo completamente cerrado de dos mitades conectadas por una bisagra de piano en la parte inferior y simplemente separadas en la parte superior (Fig. 4-1). Este diseño de rodillo de aleta logra esto sin ninguna concavidad indeseable en la parte inferior.
Disposición de dos rodillos
Los rodillos de soldadura deben ser capaces de cerrar el tubo con suficiente presión para recalcar los bordes incluso con la soldadora apagada y los bordes fríos. Esto requiere grandes componentes horizontales de fuerza como sugieren las flechas de la Fig. 4-1. Una manera simple y directa de obtener estas fuerzas es utilizar dos rodillos laterales como se sugiere en la Fig. 4-2.
Una caja de dos rodillos es relativamente económica de construir. Sólo hay un tornillo que ajustar durante una tirada. Tiene roscas a derecha e izquierda, y mueve los dos rodillos juntos hacia dentro y hacia fuera. Esta disposición se utiliza mucho para diámetros pequeños y paredes finas. La construcción de dos rodillos tiene la importante ventaja de que permite el uso de la forma ovalada plana de la garganta del rodillo de soldadura que fue desarrollada por THERMATOOL para ayudar a asegurar que los bordes del tubo sean paralelos.
En algunas circunstancias, la disposición de dos rodillos puede provocar marcas de remolino en el tubo. Una razón común para ello es un conformado incorrecto, que requiere que los bordes de los rodillos ejerzan una presión superior a la normal. Las marcas de remolino también pueden producirse con materiales de alta resistencia, que requieren una presión de soldadura elevada. La limpieza frecuente de los bordes de los rodillos con una rueda de aletas o una amoladora ayudará a minimizar las marcas.
Esmerilar los rodillos mientras están en movimiento minimizará la posibilidad de sobreesmerilar o mellar el rodillo, pero se debe tener extremo cuidado al hacerlo. Tenga siempre a alguien junto al E-Stop en caso de emergencia.
 Fig. 4-1
Fig. 4-1
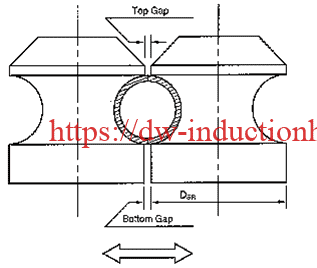 Fig. 4-2
Fig. 4-2
Disposición de tres rodillos
Muchos fresadores prefieren la disposición de tres rodillos mostrada en la Fig. 4-3 para tubos pequeños (hasta aproximadamente 4-1/2″O.D.). Su mayor ventaja sobre la disposición de dos rodillos es que prácticamente se eliminan las marcas de remolino. También proporciona un ajuste para corregir el registro de los bordes si fuera necesario.
Los tres rodillos, separados 120 grados entre sí, están montados en horquillas en un mandril de marquetería de tres mordazas de alta resistencia. Pueden ajustarse juntos mediante el tornillo del mandril. El portabrocas está montado en un robusto plato trasero ajustable. El primer ajuste se realiza con los tres rodillos cerrados firmemente sobre un tapón mecanizado. El plato trasero se ajusta vertical y lateralmente para alinear con precisión el rodillo inferior con la altura de paso de la fresadora y con la línea central de la fresadora. A continuación, la placa posterior se bloquea firmemente y no necesita más ajustes hasta el siguiente cambio de rodillos.
Las horquillas que sujetan los dos rodillos superiores están montadas en guías radiales provistas de tornillos de ajuste. Cualquiera de estos dos rodillos puede ajustarse individualmente. Esto es además del ajuste común de los tres rodillos juntos por el mandril de desplazamiento.
Dos rollos - Diseño de rollos
Para un tubo de diámetro exterior inferior a 1,0 y una caja de dos rodillos, la forma recomendada es la que se muestra en la Fig. 4-4. Esta es la forma óptima. Esta es la forma óptima. Proporciona la mejor calidad de soldadura y la mayor velocidad de soldadura. Por encima de 1,0 de diámetro exterior, la desviación de 0,020 es insignificante y puede omitirse, rectificándose cada rodillo desde un centro común.
Tres rollos - Diseño de rollos
Las gargantas de soldadura de tres rodillos se suelen rectificar redondas, con un diámetro DW igual al diámetro D del tubo acabado más la tolerancia de dimensionamiento a
RW = DW/2
Al igual que con la caja de dos rodillos, utilice la Fig. 4-5 como guía para elegir el diámetro del rodillo. La separación superior debe ser de 0,050 o igual a la pared más delgada que se vaya a ejecutar, la que sea mayor. Las otras dos separaciones deben ser de 0,060 como máximo, llegando a 0,020 para paredes muy delgadas. La misma recomendación relativa a la precisión que se hizo para la caja de dos rodillos se aplica aquí.
 Fig. 4-3
Fig. 4-3
 Fig. 4-4
Fig. 4-4
 Fig. 4-5
Fig. 4-5
EL ÚLTIMO PASE DE ALETAS
Objetivos de diseño
La forma recomendada para la última pasada de la aleta se eligió con varios objetivos:
- Para presentar el tubo a los rodillos de soldadura con el radio del borde formado
- Para tener bordes paralelos a través de la V
- Para proporcionar una apertura en V satisfactoria
- Para ser compatible con el diseño del rodillo de soldadura recomendado anteriormente
- Que sea fácil de triturar.
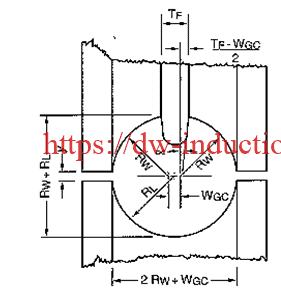
Forma del último paso de aleta
La forma recomendada se ilustra en la Fig. 4-6. El rodillo inferior tiene un radio constante a partir de un único centro. Cada una de las dos mitades del cilindro superior también tiene un radio constante. Sin embargo, el radio del cilindro superior RW no es igual al radio del cilindro inferior RL y los centros desde los que se rectifican los radios superiores están desplazados lateralmente una distancia WGC. La aleta se estrecha en ángulo.
Criterios de diseño
Las dimensiones se fijan según los cinco criterios siguientes:
- Los radios de rectificado superiores son los mismos que los radios de rectificado de los rodillos de soldadura RW.
- La circunferencia GF es mayor que la circunferencia GW en los rodillos de soldadura en una cantidad igual a la tolerancia de exprimido S.
- El espesor de la aleta TF es tal que la abertura entre los bordes será conforme a la Fig. 2-1.
- El ángulo de conicidad de la aleta a es tal que los bordes del tubo serán perpendiculares a la tangente.
- El espacio y entre las bridas superior e inferior del rodillo se elige para contener la banda sin marcarla y, al mismo tiempo, proporcionar cierto grado de ajuste operativo.

Características técnicas del generador de soldadura por inducción de alta frecuencia:
| Máquina de soldadura por inducción de estado sólido (MOSFET) de alta frecuencia para tubos y tuberías | ||||||
| Modelo | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Potencia de entrada | 60KW | 100 KW | 150 KW | 200 KW | 250 KW | 300 KW |
| Tensión de entrada | 3 fases,380/400/480V | |||||
| Tensión CC | 0-250V | |||||
| Corriente continua | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frecuencia | 200-500KHz | |||||
| Eficacia de la producción | 85%-95% | |||||
| Factor de potencia | Carga completa>0,88 | |||||
| Presión del agua de refrigeración | >0,3MPa | |||||
| Flujo de agua de refrigeración | >60L/min | >83L/min | >114L/min | >114L/min | >160L/min | >160L/min |
| Temperatura del agua de entrada | <35°C | |||||
 Auténtico ajuste de potencia IGBT de estado sólido y tecnología de control de corriente variable, utilizando el exclusivo corte de alta frecuencia de conmutación suave IGBT y filtrado amorfo para la regulación de potencia, control de inversor IGBT de conmutación suave de alta velocidad y precisión, para lograr la aplicación del producto 100-800KHZ/3 -300KW.
Auténtico ajuste de potencia IGBT de estado sólido y tecnología de control de corriente variable, utilizando el exclusivo corte de alta frecuencia de conmutación suave IGBT y filtrado amorfo para la regulación de potencia, control de inversor IGBT de conmutación suave de alta velocidad y precisión, para lograr la aplicación del producto 100-800KHZ/3 -300KW.- Se utilizan condensadores resonantes importados de alta potencia para obtener una frecuencia resonante estable, mejorar eficazmente la calidad del producto y realizar la estabilidad del proceso de tubos soldados.
- Sustituye la tecnología tradicional de ajuste de potencia del tiristor por la tecnología de ajuste de potencia de corte de alta frecuencia para lograr un control de nivel de microsegundos, realiza en gran medida el ajuste rápido y la estabilidad de la potencia de salida del proceso de soldadura de tuberías, la ondulación de salida es extremadamente pequeña, y la corriente de oscilación es estable. La suavidad y rectitud de la costura de soldadura están garantizadas.
- Seguridad. No hay alta frecuencia y alta tensión de 10.000 voltios en el equipo, lo que puede evitar eficazmente la radiación, interferencia, descarga, ignición y otros fenómenos.
- Tiene una gran capacidad para resistir las fluctuaciones de tensión de la red.
- Tiene un alto factor de potencia en todo el rango de potencia, lo que puede ahorrar energía de forma eficaz.
- Alta eficiencia y ahorro de energía. El equipo adopta la tecnología de conmutación suave de alta potencia de entrada a salida, lo que minimiza la pérdida de potencia y obtiene una eficiencia eléctrica extremadamente alta, y tiene un factor de potencia extremadamente alto en todo el rango de potencia, ahorrando energía de manera efectiva, que es diferente de la tradicional En comparación con el tipo de tubo de alta frecuencia, puede ahorrar 30-40% del efecto de ahorro de energía.
- El equipo está miniaturizado e integrado, lo que ahorra mucho espacio. El equipo no necesita un transformador reductor, y no necesita una inductancia grande de frecuencia de potencia para el ajuste del SCR. La pequeña estructura integrada facilita la instalación, el mantenimiento, el transporte y el ajuste.
- El rango de frecuencia de 200-500KHZ realiza la soldadura de tubos de acero y acero inoxidable.



Soluciones de soldadura de tubos por inducción de alta frecuencia