Adhesión por inducción de caucho al acero
Descripción
Adhesión por inducción de caucho al acero con sistema de calentamiento de alta frecuencia
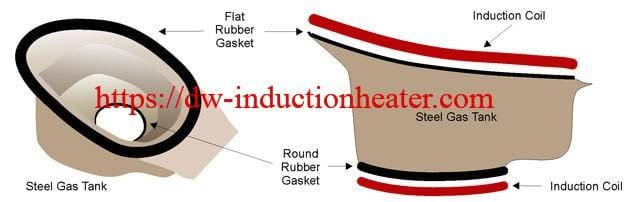
Objetivo Adherir juntas de goma a la parte superior e inferior de un conjunto de depósito de gas de acero.
Material Juntas de goma planas y redondas, conjunto del depósito de gas de acero
Temperatura entre 148,9 y 176,7°C (300 y 350°F)
Frecuencia 200 kHz para la junta plana; 231 kHz para la junta redonda
Equipo - Sistema de calentamiento por inducción DW-UHF-10kW equipado con un cabezal de trabajo remoto que contiene dos condensadores de 1,25 μF para un total de 0,625 μF.
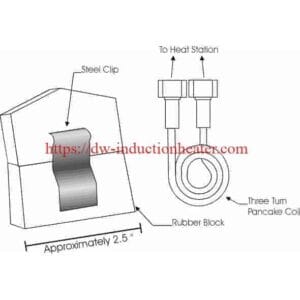
- Una bobina de calentamiento por inducción diseñada y desarrollada específicamente para esta aplicación.
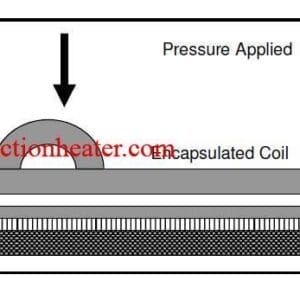
Proceso Dos bobinas de panqueque de dos vueltas están especialmente contorneadas a la forma del conjunto de acero para producir un calor uniforme en las zonas de las juntas. Las juntas se colocan sobre las zonas de unión.
Se aplica energía durante 6,5 segundos para alcanzar la temperatura de adhesión de 320 °F (160 °C).
Resultados/beneficios El calentamiento por inducción proporciona:
- Ciclos de calentamiento repetibles, rápidos y precisos
- Reducción del tiempo de proceso
- Distribución uniforme del calor