
Hochwertiges zahnweiseitiges Härten von großen Zahnrädern mit Induktionserwärmung

In der verarbeitenden Industrie spielen große Zahnräder in verschiedenen Anwendungen wie Schwermaschinen, Windturbinen und Industrieanlagen eine entscheidende Rolle. Um ihre Langlebigkeit und Leistung zu gewährleisten, ist es unerlässlich, die Verzahnung zu härten. Eine der effektivsten Methoden zum Härten von Zahn für Zahn in großen Zahnrädern ist die Induktionserwärmung.
Induktionserwärmung ist ein Verfahren, das die elektromagnetische Induktion nutzt, um die Oberfläche der Verzahnung schnell zu erwärmen. Durch Anlegen eines hochfrequenten Wechselstroms an eine Spule wird ein Magnetfeld erzeugt, das Wirbelströme in der Oberfläche der Verzahnung induziert. Diese Wirbelströme erzeugen eine örtliche Erwärmung, die eine präzise und kontrollierte Härtung jedes einzelnen Zahns ermöglicht.
Die zahnweise Härtung durch Induktionserwärmung bietet mehrere Vorteile gegenüber anderen Härtungsmethoden. Erstens gewährleistet es eine gleichmäßige Härteverteilung über die Zahnräder, was zu einer verbesserten Verschleißfestigkeit und Tragfähigkeit führt. Dies ist besonders wichtig für große Zahnräder, die schweren Lasten und rauen Betriebsbedingungen ausgesetzt sind.
Zweitens ermöglicht die Induktionserwärmung ein selektives Härten, d. h. nur die Verzahnung wird erwärmt, während der Rest des Zahnrads relativ unberührt bleibt. Dadurch wird das Risiko von Verformungen oder Verwerfungen minimiert, die bei anderen Wärmebehandlungsmethoden, bei denen das gesamte Zahnrad erwärmt wird, auftreten können. Die präzise Steuerung des Erhitzungsprozesses ermöglicht eine gezielte Härtung, die zu einem hochwertigen, maßhaltigen Zahnrad führt.
Induktionshärtung von kleinen, mittelgroßen und großen Zahnrädern erfolgt im Zahn-für-Zahn-Verfahren oder im Umschlingungsverfahren. Je nach Zahnradgröße, gewünschtem Härtemuster und Geometrie werden Zahnräder induktiv gehärtet, indem das gesamte Zahnrad mit einer Spule umwickelt wird (sogenanntes "Schleuderhärten von Zahnrädern"), oder bei größeren Zahnrädern werden sie "Zahn für Zahn" erwärmt, wobei ein präziseres Härtungsergebnis erzielt werden kann, obwohl der Prozess viel langsamer ist.
Zahn-für-Zahn-Härten von großen Zahnrädern
Die Zahn-für-Zahn-Methode kann mit zwei alternativen Techniken durchgeführt werden:
Bei der "Tip-by-Tip"-Erwärmung im Einzelschuss- oder Scanning-Verfahren umkreist ein Induktor den Körper eines einzelnen Zahns. Diese Methode wird nur selten angewandt, da sie nicht die erforderliche Dauerfestigkeit und Kerbschlagzähigkeit bietet.
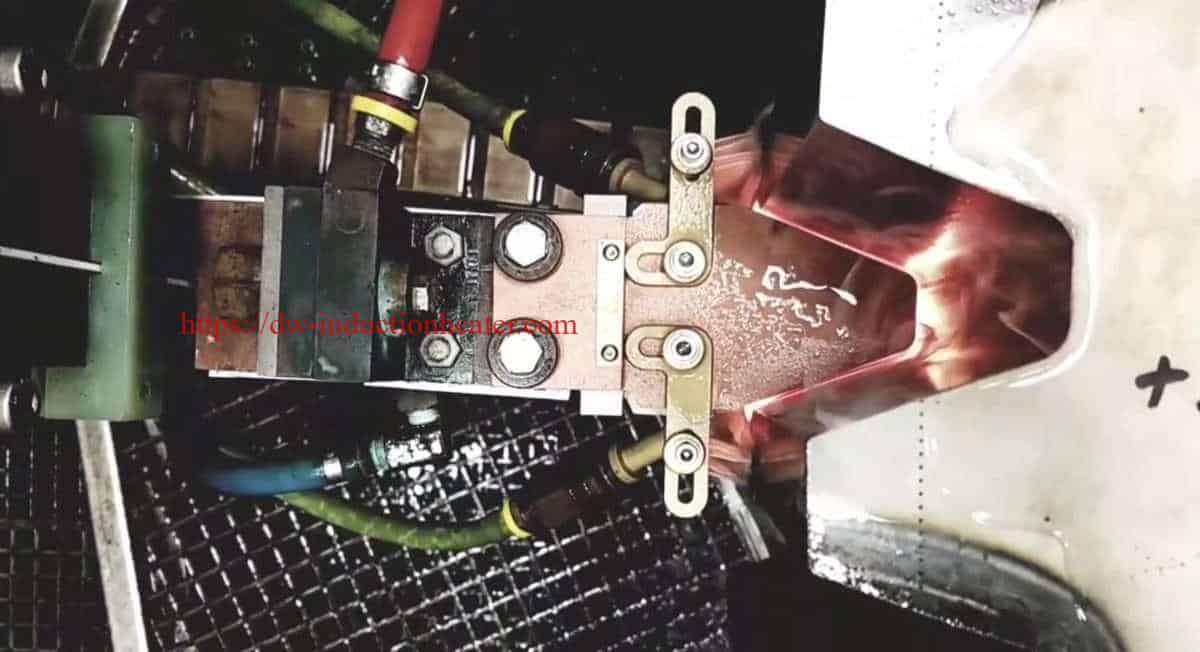
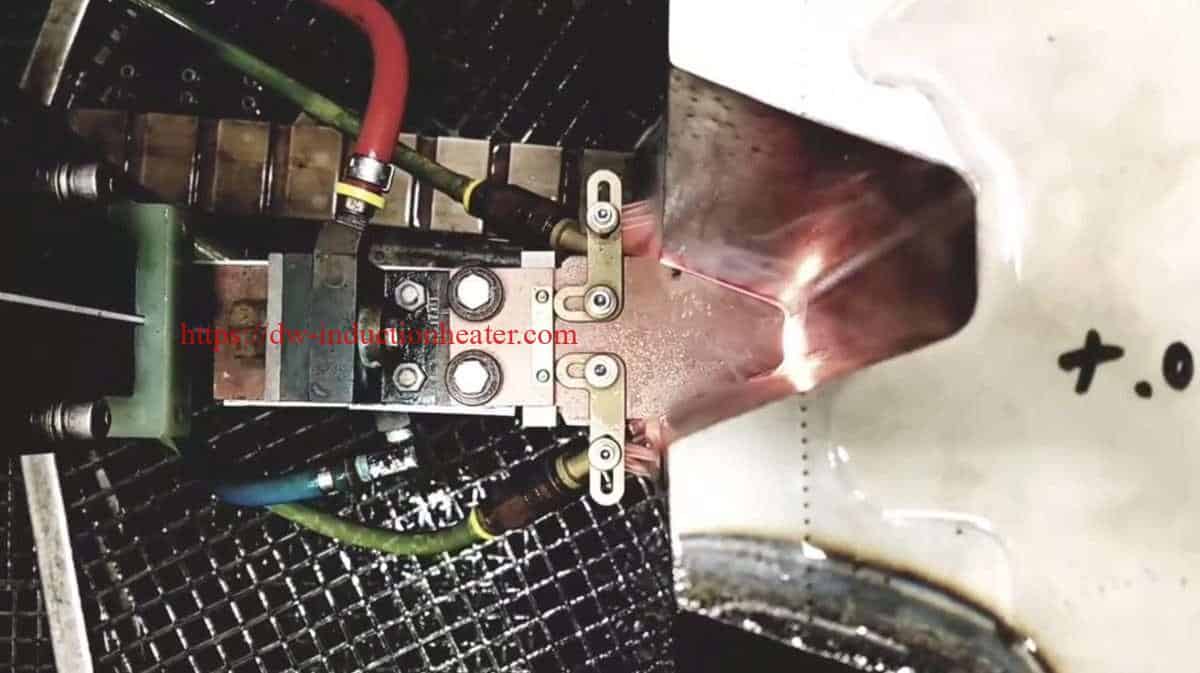
Eine populärere "Lücke-für-Lücke"-Härtungstechnik verwendet nur einen Abtastmodus. Dabei muss der Induktor symmetrisch zwischen zwei Flanken benachbarter Zähne angeordnet sein. Die Abtastraten des Induktors liegen in der Regel zwischen 6 mm/s und 9 mm/s.
Es werden zwei Scanning-Techniken verwendet:
- der Induktor ist feststehend und das Getriebe ist beweglich
- das Zahnrad ist stationär und der Induktor ist beweglich (häufiger beim Härten von großen Zahnrädern)
Die Induktionshärtung Induktor
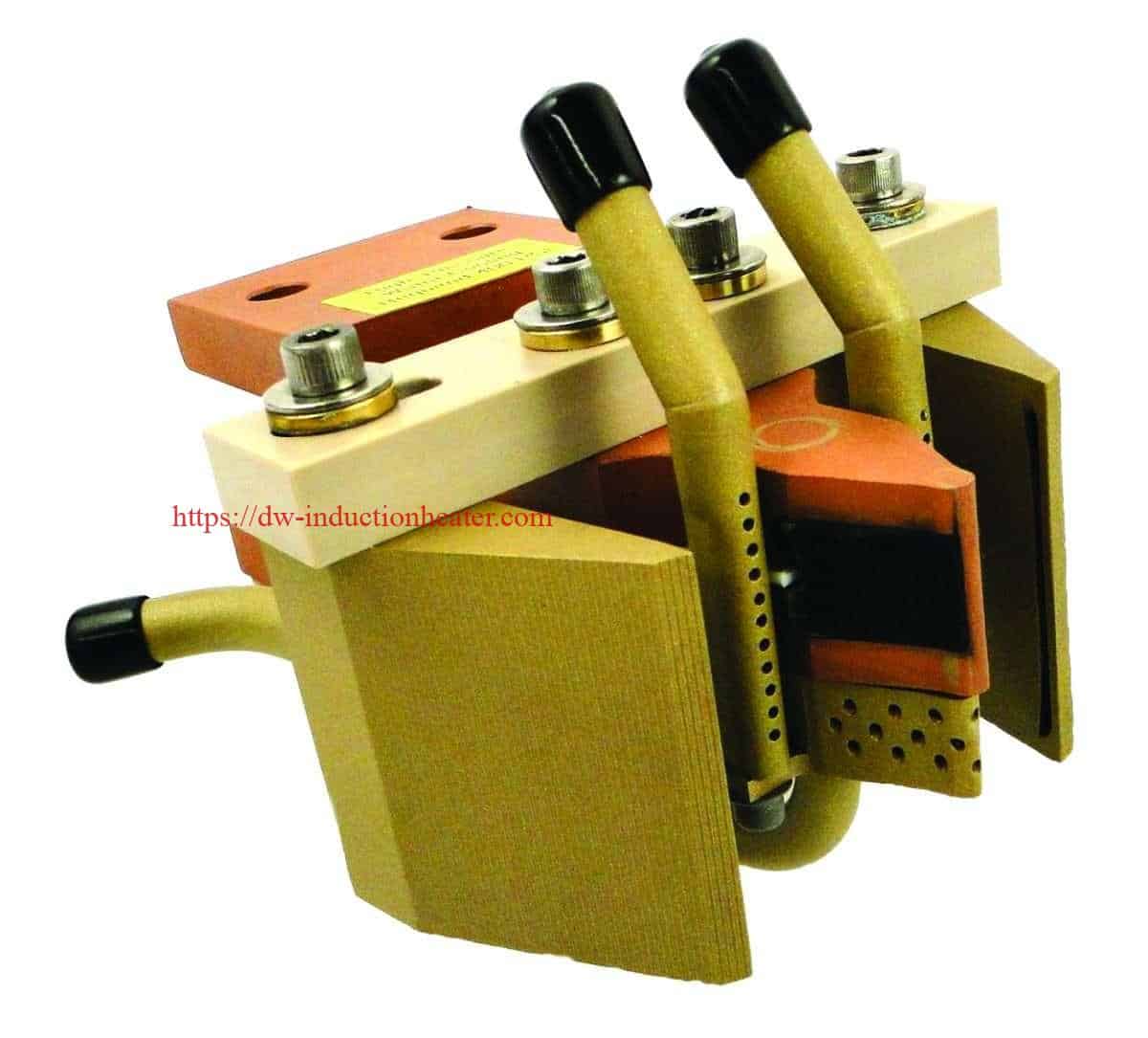 Die Geometrie des Induktors hängt von der Form der Zähne und dem gewünschten Härtemuster ab. Induktoren können so konstruiert werden, dass nur der Zahnfuß und/oder die Zahnflanke erwärmt werden, während die Spitze und der Zahnkern weich, zäh und dehnbar bleiben.
Die Geometrie des Induktors hängt von der Form der Zähne und dem gewünschten Härtemuster ab. Induktoren können so konstruiert werden, dass nur der Zahnfuß und/oder die Zahnflanke erwärmt werden, während die Spitze und der Zahnkern weich, zäh und dehnbar bleiben.
Simulation hilft, Überhitzung zu vermeiden
Bei der Entwicklung von Verfahren zum zahnweisen Härten von Zahnrädern sollte den elektromagnetischen Effekten an den Enden/Kanten und der Fähigkeit, das erforderliche Muster in den Endbereichen der Zahnräder zu erzeugen, besondere Aufmerksamkeit gewidmet werden.
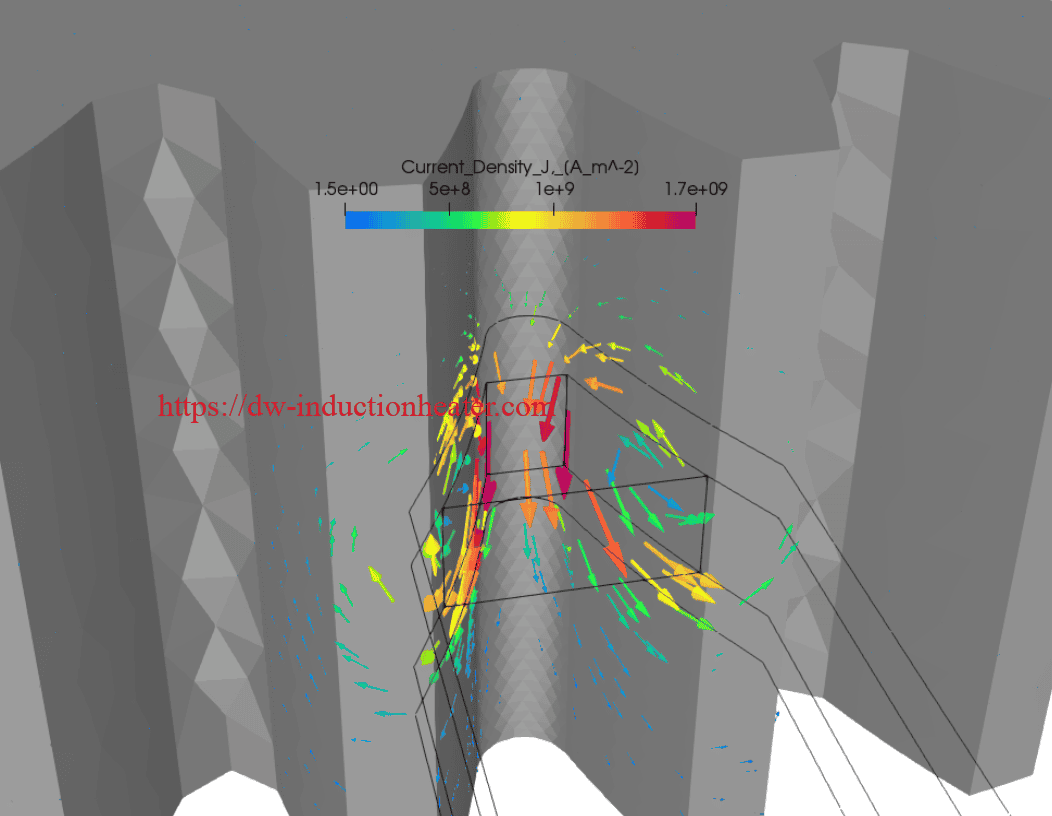
Bei der Abtastung eines Zahnradzahns verteilt sich die Temperatur im Zahnfuß und in den Flanken recht gleichmäßig. Da der Wirbelstrom jedoch einen Rückweg durch die Flanke und vor allem durch den Zahnkopf nimmt, sollte darauf geachtet werden, dass die Zahnspitzenbereiche nicht überhitzt werden, insbesondere zu Beginn und am Ende der Abtasthärtung. Eine Simulation kann helfen, diese unerwünschten Effekte vor der Entwicklung des Prozesses zu vermeiden.
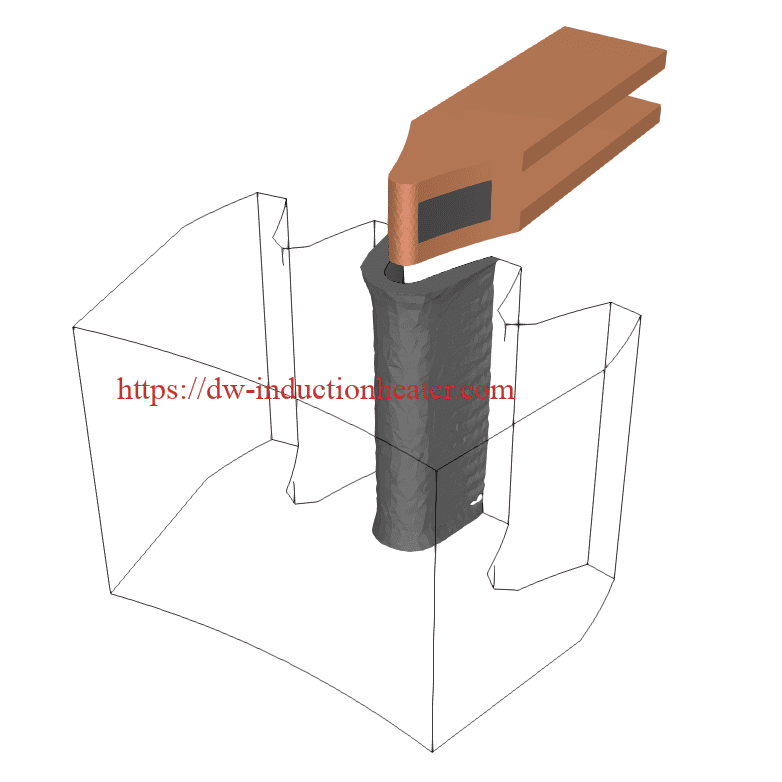
Beispiel für eine Simulation
Abtastung von Zahn für Zahn des Härtefalls bei 12 kHz.
Die Sprühkühlung wird ebenfalls simuliert, ist aber in den Ergebnisbildern nicht sichtbar. Ein Kühleffekt wird auf die Ober- und Seitenflächen der beiden Zähne angewandt, und die Kühlzone wird hinter den Induktor verschoben.
3D gehärtetes Profil in grauer Farbe:
2D-Vertikalschnitt des gehärteten Profils: Mit CENOS können Sie leicht erkennen, wie das gehärtete Profil tiefer wird, wenn die Leistung nicht verringert oder gegen Ende des Gangs abgeschaltet wird. 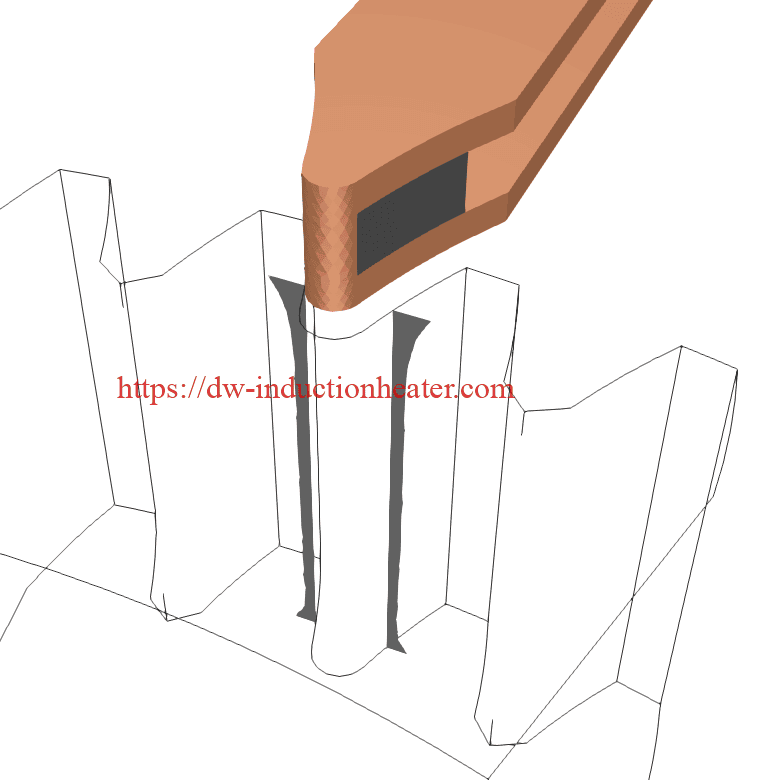
Stromdichte am Getriebe:

Darüber hinaus bietet die Induktionserwärmung schnelle Erwärmungs- und Abkühlungsraten, wodurch sich die Gesamtbearbeitungszeit im Vergleich zu herkömmlichen Verfahren verkürzt. Dies ist besonders bei großen Zahnrädern von Vorteil, da es zur Verbesserung der Produktionseffizienz und zur Kostensenkung beiträgt.
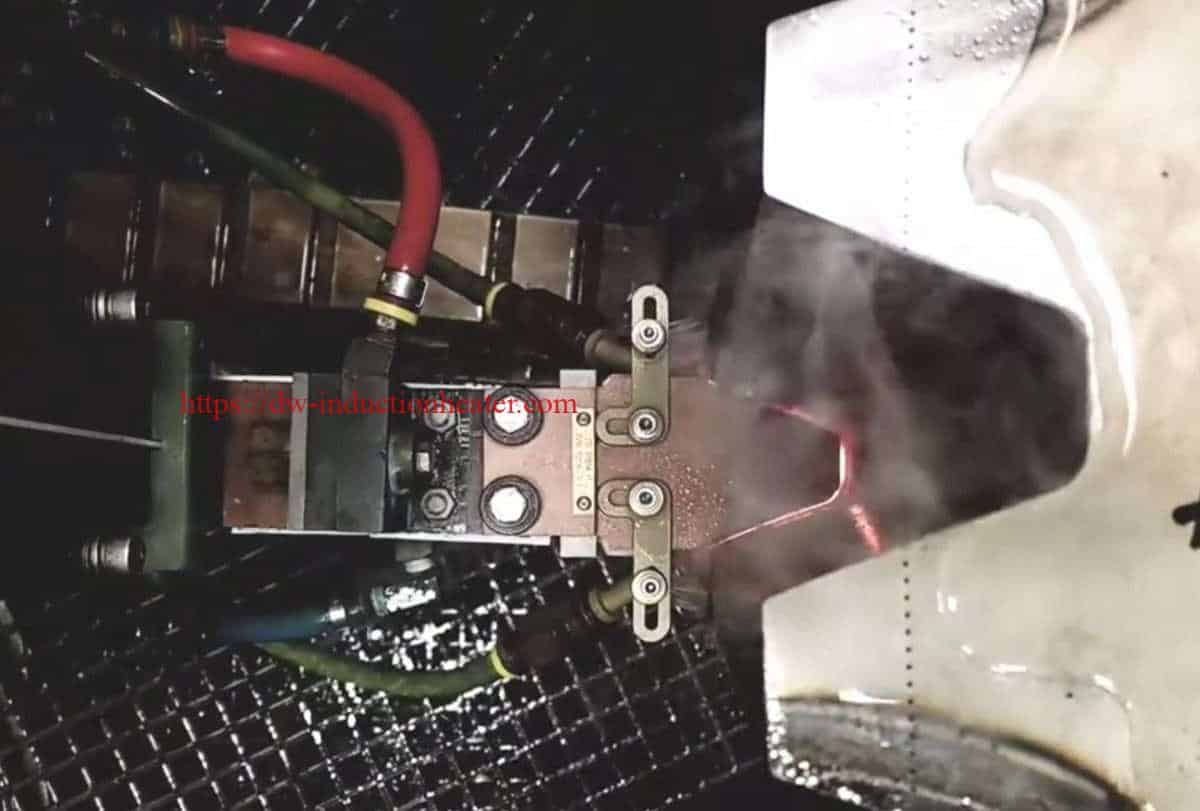
Um große Zahnräder mit Hilfe der Induktionserwärmung Zahn für Zahn zu härten, ist eine spezielle Ausrüstung erforderlich. Das Induktionserwärmungssystem besteht in der Regel aus einer Stromquelle, einer Spule oder einem Induktor und einem Kühlsystem. Das Zahnrad wird in der Spule positioniert, und die Stromzufuhr wird aktiviert, um die erforderliche Wärme zu erzeugen. Die Prozessparameter, wie z. B. Leistung, Frequenz und Erwärmungszeit, werden sorgfältig gesteuert, um das gewünschte Härteprofil zu erreichen.
Zusammenfassend lässt sich sagen, dass das zahnweise Härten von großen Zahnrädern durch Induktionserwärmung eine äußerst effektive und effiziente Methode ist. Sie gewährleistet eine gleichmäßige Härteverteilung, selektive Härtung und kurze Bearbeitungszeiten, was zu qualitativ hochwertigen, langlebigen Zahnrädern führt. Wenn Sie an der Herstellung großer Zahnräder beteiligt sind, kann die Einführung der induktiven Erwärmung für das zahnweise Härten die Leistung und Langlebigkeit Ihrer Produkte erheblich verbessern.
