
Induktives Vorwärmen Schweißen von Automobilteilen
Beschreibung
Induktionsvorwärmung Schweißen von Automobilteilen mit Induktionsheizgeräten
Zielsetzung Vorwärmen der Naht einer Lkw-Achse auf über 300°F innerhalb von 15 Sekunden für eine Schweißanwendung und Aufrechterhalten der Temperatur in der Schweißzone für 15 Sekunden nach dem Einschalten der Stromversorgung
ausgeschaltet.
Material Stahl-LKW-Achse; 350° und 400°F temperaturanzeigende Farbe; 350°, 375° und 400°F temperaturanzeigende "Kreiden"
Temperatur 350°F
Frequenz 75 kHz
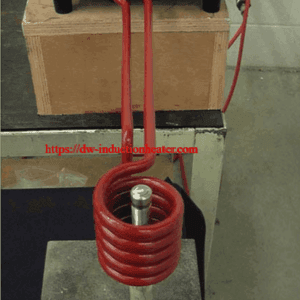
Ausrüstung DW-HF-35kW Stromversorgung, Fernwärmestation mit vier 1,2 μF-Kondensatoren und einer speziell entwickelten Pancake-Induktionsspule.
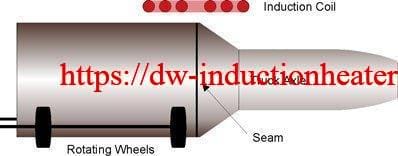
Verfahren Es wurde eine Vorrichtung gebaut, um die Achse in 15 Sekunden um 400° zu drehen, und die Induktionsspule wurde über der Achse angebracht. Der Umfang der Achse (unterhalb der Spule) wurde mit einer Farbe bestrichen, die die Temperatur von 350° und 400°F anzeigt. Während die Achse gedreht wurde, wurde 15 Sekunden lang HF-Strom angelegt. Alle
des Lacks schmolz und bestätigte, dass die Temperatur der Achse über 400°F lag. Die HF-Stromversorgung wurde abgeschaltet und die Temperatur-"Stifte" wurden sofort an die Achse gehalten, um die Temperatur zu überwachen. Der 400°F-Stift schmolz nicht; der 375°F-Stift schmolz für 15 Sekunden; der 350°F-Stift schmolz für 30
Sekunden.
Ergebnisse Die Stahlachse wurde innerhalb von 15 Sekunden auf über 400°F erhitzt, und die Temperaturen von über 350°F wurden nach Abschalten des Stroms noch 30 Sekunden lang aufrechterhalten, was den Anforderungen der Schweißanwendung entsprach.