Induktiv oberflächengehärteter Stahlfitting
Beschreibung
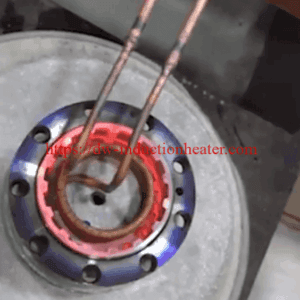
Induktive Oberflächenhärtung von Stahlarmaturen bis 1600 ºF (871 ºC) für eine Härteanwendung
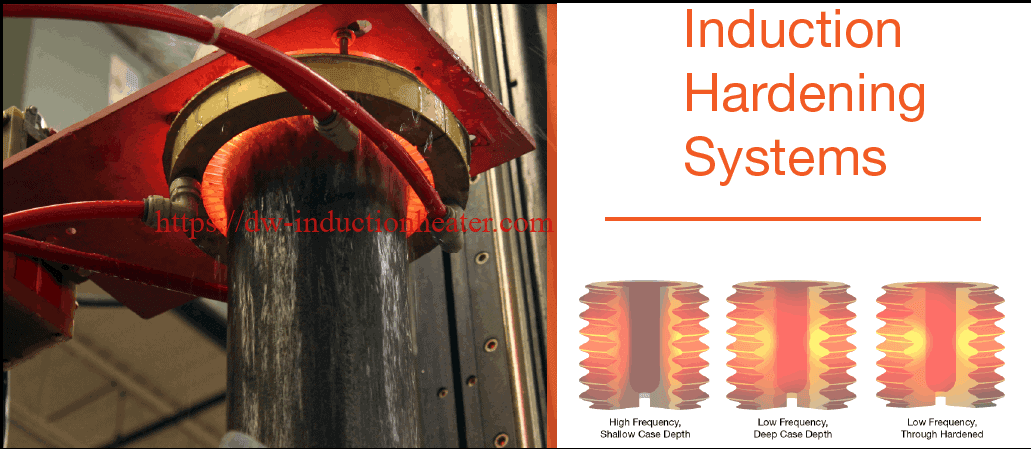
Induktionshärtung Die Oberflächenhärtung von Stahlbeschlägen für einen Hersteller von Drehteilen erfolgt in der Regel durch Induktionserwärmung, wobei die wichtigsten technischen Parameter die Oberflächenhärte, die lokale Härte und die effektive Härtetiefe sind.

Material: Stahlbeschläge (0,75"/19mm Durchmesser)
Temperatur: 1600 ºF (871 ºC)
Frequenz: 368 kHz
Ausrüstung:
–Induktionserwärmungsanlage DW-UHF-10kW ausgestattet mit einer Fernwärmestation mit zwei 1,0 μF-Kondensatoren
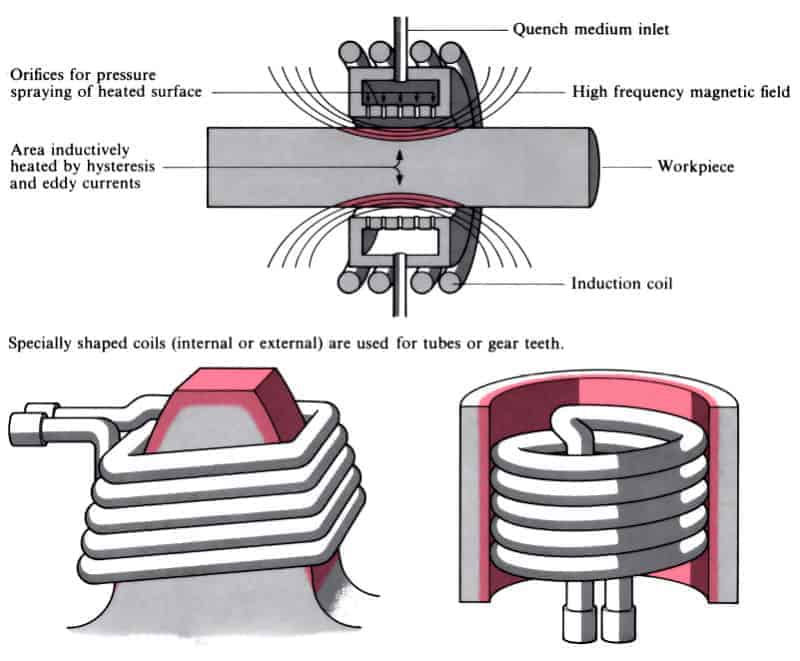
-Eine schraubenförmige Induktionsheizspule mit drei Windungen, die speziell für diese Anwendung entwickelt wurde
Die Konstruktion der Induktionsheizspule ermöglichte es, das Teil von unten in die Heizschlange zu heben. Bei der Konstruktion wurde auch darauf geachtet, dass sie sich gut in die bestehende Anlage des Kunden einfügt. Erste Tests erfolgten mit Temperaturanzeigern, um die Gleichmäßigkeit des Heizmusters und die Heizgeschwindigkeit zu bewerten. Nachdem ein gutes Heizmuster erreicht war, wurden die Proben in Zeitintervallen von 1,0, 1,25 und 1,5 Sekunden verarbeitet. Nach dem Erhitzen wurden die Proben in eine Wasserabschreckung getaucht, um den Härtungsprozess abzuschließen.

Ergebnisse/Nutzen
Geschwindigkeit: Die Armatur wurde in weniger als zwei Sekunden erhitzt.
Wirkungsgrad: Induktion verbraucht weniger Energie als andere Heizmethoden
Fußabdruck/Gestaltung: Induktionserwärmung kann mit geringem Platzbedarf realisiert werden, und das Spulendesign passt in die Betriebseinrichtung des Kunden