Induktionshärtung der Zähne des Sägeblatts
Beschreibung
Induktionshärtung der Zähne eines Sägeblatts mit einer Hochfrequenz-Induktionshärtungsmaschine
Zielsetzung
Induktionshärtung die Zähne eines großen Sägeblattes für eine Oberflächenhärtung; Ziel ist die Verkürzung der Erhitzungszeit
Material : Querschnitt des Sägeblatts
Temperatur: 1650 ºF (899 ºC)
Frequenz: 134 kHz
Ausstattung :
-DW-UHF-40kW 50-150 kHz Induktionserwärmungsanlage ausgestattet mit einem abgesetzten Arbeitskopf, der acht 1,0 μF-Kondensatoren enthält

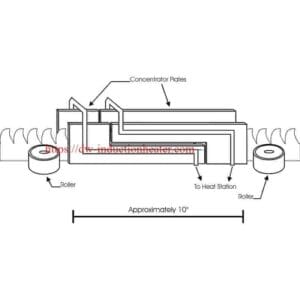
-Eine spiralförmige Induktionsheizspule mit mehreren Positionen und zwei Windungen, die speziell für diese Anwendung entworfen und entwickelt wurde
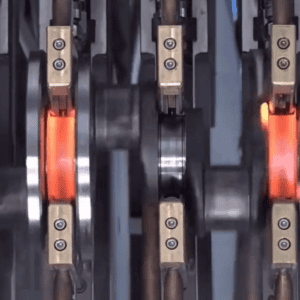
Prozess: Die Induktionsheizspule wurde so entwickelt, dass sich die Wärme nicht auf das äußere Randtal des Zahns konzentriert. Das Teil wurde in einem Abstand von ca. 3,2 mm (1/8") unter die Spule gelegt und die Stromzufuhr wurde eingeschaltet. Mit der 40-kW-Induktionserwärmungsanlage der DW-UHF-Serie wurde das Teil innerhalb der angestrebten Geschwindigkeit von fünf Zähnen pro vier Sekunden auf Temperatur gebracht.
 Ergebnisse/Nutzen
Ergebnisse/Nutzen
-Geschwindigkeit: Der Kunde verwendete bereits eine Induktionsanlage, wollte aber auf ein System mit höherer Leistung umsteigen, um die
ihre Produktionsrate (Bevor der Kunde die Induktion von HLQ einsetzte, verwendete er einen Brenner).
-Präzision und Wiederholbarkeit: Ein Brenner ist weder so präzise wie die Induktion noch ist er wiederholbar, während die Induktion
so implementiert, dass sie in hohem Maße wiederholbar sind
-Wirkungsgrad: Induktionserwärmung verbraucht weniger Energie als eine Taschenlampe und bietet sofortiges An- und Abschalten der Heizung