Hartlöten von Kupfer an rostfreiem Stahl
Beschreibung
Zielsetzung
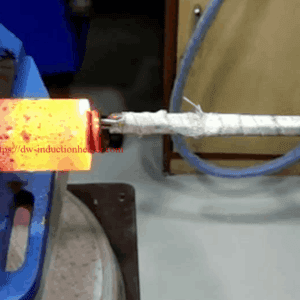
Induktionslöten von Kupferrohren an Edelstahlrohren. Kryopumpen und -Gehäuse.

Ausrüstung
DW-HF-15kw/25KW/45KW Induktionserwärmungsanlage

Prüfung 1
Materialien
Kryopumpen und Gehäuse - Kupferkappe (25,4 mm (2") OD, 76,2 mm (3") lang, 3,81 mm (0,15") Wandstärke, sitzt auf einer 3,81 mm (1,4") tiefen Edelstahlwelle), Edelstahlwelle (43,18 mm (1,7") OD, 152,4 mm (6") lang und am Ende mit einer größeren Masse verbunden, 2,54 mm (0,1") dick.)
Macht: 25 kW
Temperatur: 1145°F +(618°C)
Zeit: Unter 40 Sekunden

Prüfung 2
Materialien
Kryo-Pumpen und -Gehäuse - Kupferhülse (91,44 mm (3,6") OD, 2,54 mm (0,1") dicke Wand, 68,5 mm (2,7") hoch, 96,52 mm (3,8") OD Lippe an der Unterseite, 15,2 mm (0,6") hoch mit einer Dicke von ca. 21,5 mm (0,85").5mm), Teil mit Lippe ist insgesamt 3.14"(79.7mm) hoch, SS Welle sitzt 2.66"(67.5mm) tief), SS Welle (3.4"(86.3mm) OD, 3.2"(81.2mm) ID, über 7.5"(190.5mm) hoch, hat kleinere Kappe und Welle an einem Ende und eine größere 8"(203.2mm) Basis am anderen)
Macht: 16,06kW
Temperatur: 1145°F + (618°C)
Zeit: 1 Minute 30 Sekunden bis 3 Minuten

Prüfung 3
Materialien
Kryopumpen und Gehäuse - Kupferhülse (88,9 mm (3,5") Außendurchmesser, 2,54 mm (0,1") Wandstärke, 53,3 mm (2,1") hoch, 134,6 mm (5,3") Außendurchmesser, 18,7 mm (0,74") hoch mit einer Dicke von ca. 25,4 mm (1"), Teil mit Lippe ist 2.8" (71,1mm) hoch, Edelstahlwelle sitzt 2,66" (67,5mm) tief), Edelstahlwelle (3,35"(85,0mm) OD, 3,2" (81,2mm) ID, über 7,5" (190,5mm) hoch, hat kleinere Kappe und Welle an einem Ende und eine größere 5,5" (139,7mm) Basis am anderen Ende)
Macht: 9.09kW
Temperatur: 1145°F + (618°C)
Zeit: etwa 20 bis 30 Sekunden

Prüfung 4
Materialien
Kryopumpen und Gehäuse - Kupferkappe (68,5 mm (2,7") Außendurchmesser, 72,3 mm (2,85") hoch, 15,2 mm (0,6") Wandstärke, sitzt auf einer 35,5 mm (1,4") tiefen Edelstahlwelle), Edelstahlwelle (39,1 mm (1,54") Außendurchmesser, 22,8 mm (0,9") Wandstärke, 165,1 mm (6,5″) hoch und an einer größeren Masse befestigt).1mm) hoch und an der größeren Masse befestigt, wenn sie endet), zusätzliche Edelstahlkappe auf der anderen Seite des Kupfers, 2,44" (61,9mm) OD, 0,8" (20,3mm) hoch oder mehr, 0,88" (22,35mm) Schaft oben, der 1,4" (35,5mm) hoch ist mit 0,66" (16,7mm) ID
Macht: 14kW
Temperatur: 1145°F + (618°C)
Zeit: 1 Minute 50 Sekunden

Ergebnisse und Schlussfolgerungen:
Prüfung 1: Der Test begann mit einer viel geringeren Leistung und wurde nach 15 Sekunden auf 25 kW hochgefahren. Das Induktionslöten war erfolgreich.
Es wird empfohlen, eine engere Spule zu verwenden, die nur die Hälfte der Kupferkappe umschließt. Dies würde die Wärme nur auf die Stelle konzentrieren, an der sich die Legierung befindet, und sollte die Erhitzungszeit verkürzen.
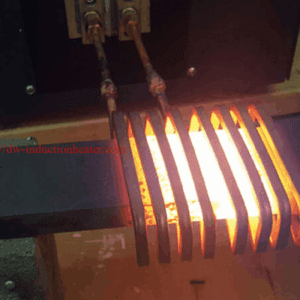
Prüfung 2: Der Test wurde mit einer überdimensionierten Spule durchgeführt, da die Lippe des Teils Probleme mit dem Abstand verursachte. Die ungefähre Zeit für einen vollständigen Zyklus beträgt 20 bis 30 Sekunden. Die niedrigere Frequenz schien sich für die Anwendung als vorteilhaft zu erweisen, da das Feld tiefer durch das Kupfer und in den Stahl selbst eindringt, was zu einer schnelleren Erwärmung führt.
Prüfung 3: Der Test wurde mit 14 kW durchgeführt, um den für unseren DW-HF-15KW erforderlichen Zeitzyklus zu simulieren. Induktionserwärmungsanlage. Dieser Teil benötigt aufgrund der Masse des Kupfers die längste Aufheizzeit. Die Aufheizzeit kann durch die Verwendung eines größeren Netzteils verkürzt werden.
Die Aufheizzeiten für alle Tests können durch Optimierung der Induktionsheizspulen für die spezifischen Teile und durch Herabsetzen der Frequenz. Ein Temperaturregler und ein Pyrometer werden dringend empfohlen, um sicherzustellen, dass die Teile nicht beschädigt werden, wenn ein größeres Induktionssystem verwendet wird. Bei Verwendung einer 15-kW-Induktionsanlage sind Temperaturregler und Pyrometer immer noch empfehlenswert, aber das Risiko einer Beschädigung der Teile ist geringer.