Glühen von Titan-Verbindungselementen mit Induktion
Beschreibung
Glühen von Titan-Befestigungselementen mit Induktionserwärmung
Ziel Erhitzen eines Titan-Befestigungselements auf 1100-1450ºF (593-788ºC) für einen Glühvorgang.
Material 0,06" (1,5 mm) hohe Zone auf einer Titanbefestigung mit einem Durchmesser von 4,14 bis 9,52 mm (0,163 bis 0,375") und einer Länge von 12,7 bis 76,2 mm (0,5 bis 3,0")

Temperatur 1100-1450ºF (593-788ºC)
Frequenz 150 kHz
Ausrüstung -DW-UHF-20kW-Induktionserwärmungsanlage, ausgestattet mit einem ferngesteuerten Arbeitskopf, der einen 0,66μF-Kondensator enthält.
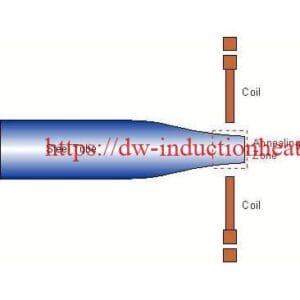
- Eine speziell für diese Anwendung konzipierte und entwickelte Induktionsheizspule.
Prozess Eine dreidrehige Konzentratorplattenspule wird verwendet, um das Befestigungselement für 0,2 Sekunden zu erhitzen. Es handelt sich um ein automatisiertes Verfahren, bei dem die Teile mit Hilfe eines Roboters von einer Schalenbahn in die Spule gelegt werden, während Argon-Gas über das Teil geflutet wird, um eine Oxidation zu verhindern. Die Teile werden mit einer Geschwindigkeit von 1000 Stück pro Minute verarbeitet.
Ergebnisse/Vorteile Induktionserwärmung bietet:
- Kann problemlos in die Pick-and-Place-Robotik integriert werden.
- Flammenloses Verfahren.
- Die Heizung ist auf den jeweiligen Bereich beschränkt.