







Induktives Anlassen von Stahldraht
Beschreibung
Induktionsverfahren zum Anlassen von Stahldraht Anwendung
Was ist induktives Tempern?
Induktives Härten ist ein Erwärmungsprozess, der die mechanischen Eigenschaften wie Zähigkeit und Duktilität in bereits gehärteten Werkstücken optimiert.
Induktives Anlassen von Stahldraht
Wir garantieren hohe Qualität, schnelle Bearbeitung, hervorragenden Kundenservice und wettbewerbsfähige Preise.
HLQ ist ein führendes Unternehmen in der Induktionswärmebehandlungsbranche und bietet eine Vielzahl von Wärmebehandlungsdienstleistungen, einschließlich Induktionsanlassen, in China an. Induktives Anlassen ist ein Wärmebehandlungsverfahren, das normalerweise nach dem Induktionshärten durchgeführt wird. Es wird bei einer niedrigeren Temperatur als das Induktionshärten durchgeführt, um einen gewünschten Härtebereich zu erreichen oder um die Zähigkeit des Teils durch Erhöhung der Duktilität zu erhöhen. Das induktive Anlassen von Stahl wird in der Regel mit niedrigen Frequenzen durchgeführt, um in Sekundenschnelle Ergebnisse zu erzielen, ähnlich wie beim Anlassen im Ofen, das normalerweise Stunden dauert.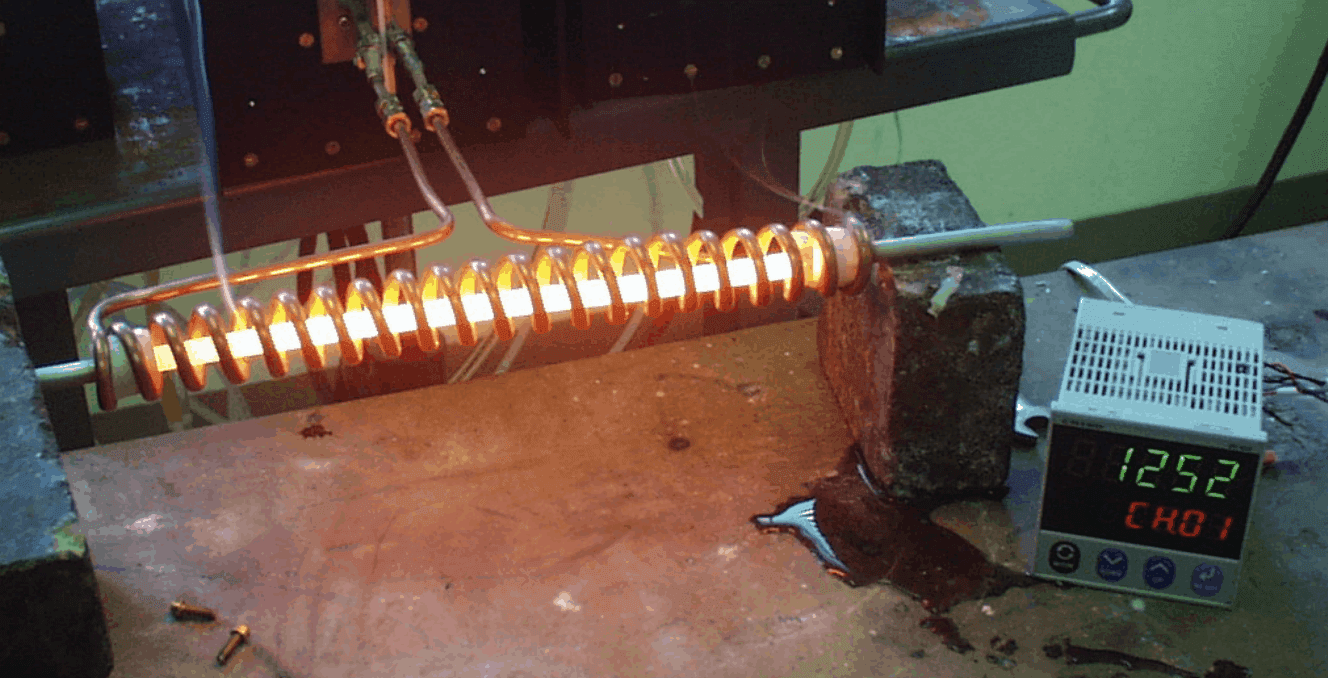
Zielsetzung:
Die induktive Erwärmung ist für ein kontinuierliches Temperierverfahren geeignet, bei dem das Drahtmaterial mit Produktionsgeschwindigkeit durch eine Induktionsspule geführt wird.
Material: Stahldraht 3mm bis 12mm Durchmesser
Temperatur: 1922 ºF (1050 ºC)
Häufigkeit: 90 kHz
Induktionserwärmungsanlagen: DW-UHF-60 kW, 100 kHz Induktionserwärmungsanlageausgestattet mit einem abgesetzten Arbeitskopf, der acht 1,0 μF-Kondensatoren (insgesamt 2 μF) enthält.
- Drei Induktionsheizspulen, die speziell für diese Anwendung entworfen und entwickelt wurden, um den Bereich des Drahtes abzudecken
Durchmessern.
 Induktionsanlassverfahren:
Induktionsanlassverfahren:

Das Drahtmaterial wird mit einer Geschwindigkeit von 6 Metern/Minute durch eine spiralförmige Spule mit vierzig Windungen geführt und erreicht dabei die gewünschte Temperatur, um den Anlaßvorgang durchzuführen. Eine ähnliche Wendel mit 20 Windungen wird für den größten Drahtdurchmesser verwendet
Narrativer Prozess:
erforderliche Wartung von 6 Stoffzuführungen in einen gasbefeuerten Ofen mit enttäuschender Wärmeübertragung auf Drähte mit kleineren Durchmessern. Induktion benötigt 50% weniger Energie und reduziert den Platzbedarf der Produktionslinie um 90%
Ergebnisse/Nutzen Induktionserwärmung bietet:
- Wärme direkt in den Draht, spart Energie und Zeit
- einfache Integration in die Produktionslinie, Verbesserung des Durchsatzes
- präzise Steuerung der Wärme
- gleichmäßige Verteilung der Wärme im Draht
Wo wird es verwendet?
Das Induktionsanlassen wird in der Automobilindustrie häufig zum Anlassen von oberflächengehärteten Bauteilen wie Wellen, Stangen und Gelenken eingesetzt. Das Verfahren wird auch in der Rohrindustrie zum Anlassen durchgehärteter Werkstücke eingesetzt. Das induktive Anlassen wird manchmal in der Härtestation, manchmal in einer oder mehreren separaten Anlaßstationen durchgeführt.
Warum induktives Tempern?
Unser Induktionsanlassverfahren führt schnell zu Ergebnissen. Das Anlassen von gehärteten Stählen ist eine Funktion von Zeit und Temperatur. Beim induktiven Anlassen werden kürzere Erwärmungszeiten (in der Regel nur Sekunden) und höhere Temperaturen verwendet, um Ergebnisse zu erzielen, die denen von Ofenanlassbehandlungen entsprechen, die oft Stunden benötigen. Das induktive Anlassen kann bei allen gehärteten Bauteilen durchgeführt werden. Das Ergebnis ist ein Bauteil mit erhöhter Zähigkeit, Duktilität und Kerbschlagzähigkeit.
Was sind die Vorteile?
Der Hauptvorteil von Induktionstemperierung ist die Geschwindigkeit. Induktion kann Werkstücke innerhalb von Minuten, manchmal sogar Sekunden, anlassen. Das Anlassen im Ofen dauert normalerweise Stunden. Und da sich das induktive Anlassen perfekt für die Inline-Integration eignet, wird die Anzahl der Komponenten im Prozess minimiert. Das induktive Anlassen erleichtert die Qualitätskontrolle der einzelnen Werkstücke. Integrierte Induktionstemperierstationen sparen außerdem wertvolle Stellfläche.




