
Hochfrequenz-Induktionsnahtschweißen - Lösungen für Rohre und Schläuche
Was ist Induktionsschweißen?
 Beim Induktionsschweißen wird die Wärme elektromagnetisch in das Werkstück eingebracht. Die Schnelligkeit und Genauigkeit des Induktionsschweißens macht es ideal für das Kantenschweißen von Rohren und Leitungen. Bei diesem Verfahren laufen die Rohre mit hoher Geschwindigkeit an einer Induktionsspule vorbei. Dabei werden ihre Kanten erwärmt und dann zu einer Längsschweißnaht zusammengepresst. Das Induktionsschweißen eignet sich besonders für die Großserienfertigung. Induktionsschweißgeräte können auch mit Kontaktköpfen ausgestattet werden, so dass sie zu einem dualen Schweißsystem werden.
Beim Induktionsschweißen wird die Wärme elektromagnetisch in das Werkstück eingebracht. Die Schnelligkeit und Genauigkeit des Induktionsschweißens macht es ideal für das Kantenschweißen von Rohren und Leitungen. Bei diesem Verfahren laufen die Rohre mit hoher Geschwindigkeit an einer Induktionsspule vorbei. Dabei werden ihre Kanten erwärmt und dann zu einer Längsschweißnaht zusammengepresst. Das Induktionsschweißen eignet sich besonders für die Großserienfertigung. Induktionsschweißgeräte können auch mit Kontaktköpfen ausgestattet werden, so dass sie zu einem dualen Schweißsystem werden.
Was sind die Vorteile des Induktionsnahtschweißens?
 Das automatisierte induktive Längsschweißen ist ein zuverlässiges Verfahren mit hohem Durchsatz. Der geringe Stromverbrauch und die hohe Effizienz der HLQ Induktionsschweißanlagen reduzieren die Kosten. Ihre Kontrollierbarkeit und Wiederholbarkeit minimieren den Ausschuss. Unsere Systeme sind außerdem flexibel - die automatische Lastanpassung gewährleistet die volle Ausgangsleistung über einen breiten Bereich von Rohrgrößen. Und dank ihrer geringen Stellfläche lassen sie sich leicht in Produktionslinien integrieren oder nachrüsten.
Das automatisierte induktive Längsschweißen ist ein zuverlässiges Verfahren mit hohem Durchsatz. Der geringe Stromverbrauch und die hohe Effizienz der HLQ Induktionsschweißanlagen reduzieren die Kosten. Ihre Kontrollierbarkeit und Wiederholbarkeit minimieren den Ausschuss. Unsere Systeme sind außerdem flexibel - die automatische Lastanpassung gewährleistet die volle Ausgangsleistung über einen breiten Bereich von Rohrgrößen. Und dank ihrer geringen Stellfläche lassen sie sich leicht in Produktionslinien integrieren oder nachrüsten.
Wo wird das Induktionsnahtschweißen eingesetzt?
Das Induktionsschweißen wird in der Rohrindustrie zum Längsnahtschweißen von nichtrostendem Stahl (magnetisch und nichtmagnetisch), Aluminium, kohlenstoffarmen und hochfesten niedrig legierten Stählen (HSLA) und vielen anderen leitfähigen Werkstoffen eingesetzt.
 Hochfrequenz-Induktionsnahtschweißen
Hochfrequenz-Induktionsnahtschweißen
Beim Hochfrequenz-Induktions-Rohrschweißverfahren wird durch eine Induktionsspule, die sich vor dem Schweißpunkt befindet (stromaufwärts), ein Hochfrequenzstrom in das offene Nahtrohr induziert (siehe Abb. 1-1). Die Rohrkanten werden beim Durchgang durch die Spule voneinander beabstandet und bilden eine offene Fahne, deren Scheitelpunkt etwas vor dem Schweißpunkt liegt. Die Spule berührt das Rohr nicht.
Abb. 1-1
Die Spule fungiert als Primärseite eines Hochfrequenztransformators, und das offene Nahtrohr wirkt als Sekundärseite mit einer Windung. Wie bei allgemeinen Induktionserwärmungsanwendungen neigt der induzierte Strompfad im Werkstück dazu, sich an die Form der Induktionsspule anzupassen. Der größte Teil des induzierten Stroms vollendet seinen Weg um das geformte Band, indem er entlang der Kanten fließt und sich um den Scheitelpunkt der v-förmigen Öffnung im Band drängt.
Die Hochfrequenzstromdichte ist an den Kanten in der Nähe des Scheitelpunkts und am Scheitelpunkt selbst am höchsten. Es findet eine schnelle Erwärmung statt, so dass die Kanten beim Erreichen des Scheitelpunkts die Schweißtemperatur erreicht haben. Druckwalzen pressen die erhitzten Kanten zusammen und vollenden die Schweißnaht.
Es ist die hohe Frequenz des Schweißstroms, die für die konzentrierte Erwärmung entlang der Vee-Kanten verantwortlich ist. Ein weiterer Vorteil besteht darin, dass nur ein sehr kleiner Teil des Gesamtstroms den Weg über die Rückseite des geformten Bandes findet. Es sei denn, der Durchmesser des Rohrs ist im Vergleich zur Länge der Fahne sehr klein, dann bevorzugt der Strom den nützlichen Weg entlang der Kanten des Rohrs, das die Fahne bildet.
Skin-Effekt
Der HF-Schweißprozess hängt von zwei Phänomenen ab, die mit dem HF-Strom verbunden sind - dem Skin-Effekt und dem Proximity-Effekt.
Der Skin-Effekt ist die Tendenz des HF-Stroms, sich an der Oberfläche eines Leiters zu konzentrieren.
Dies wird in Abb. 1-3 veranschaulicht, in der der HF-Strom in isolierten Leitern unterschiedlicher Form fließt. Praktisch der gesamte Strom fließt in einer flachen Haut nahe der Oberfläche.
Näherungseffekt
Das zweite elektrische Phänomen, das beim HF-Schweißen von Bedeutung ist, ist der Proximity-Effekt. Dabei handelt es sich um die Tendenz des HF-Stroms in einem Paar von Hin- und Rückleitern, sich in den Bereichen der Leiteroberflächen zu konzentrieren, die einander am nächsten liegen. Dies ist in den Abbildungen 1-4 bis 1-6 für runde und quadratische Leiterquerschnitte und Abstände dargestellt.
Die Physik hinter dem Proximity-Effekt beruht auf der Tatsache, dass das Magnetfeld, das die Hin- und Rückleiter umgibt, in dem engen Raum zwischen ihnen konzentrierter ist als anderswo (Abb. 1-2). Die magnetischen Kraftlinien haben weniger Platz und werden enger aneinander gepresst. Daraus folgt, dass der Proximity-Effekt stärker ist, wenn die Leiter näher beieinander liegen. Er ist auch stärker, wenn die einander zugewandten Seiten breiter sind.
Abb. 1-2
Abb. 1-3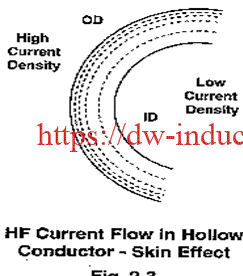
Abb. 1-6 veranschaulicht die Auswirkung des Kippens von zwei eng beieinander liegenden rechteckigen Hin- und Rückleitern gegeneinander. Die HF-Stromkonzentration ist in den am nächsten beieinander liegenden Ecken am größten und nimmt entlang der divergierenden Flächen immer mehr ab.
 Abb. 1-4
Abb. 1-4
 Abb. 1-5
Abb. 1-5
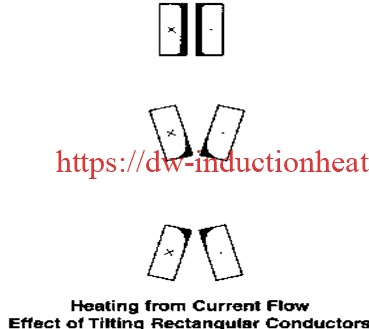 Abb. 1-6
Abb. 1-6
Elektrische und mechanische Zusammenhänge
Es gibt zwei allgemeine Bereiche, die optimiert werden müssen, um die besten elektrischen Bedingungen zu erhalten:
- Die erste besteht darin, alles zu tun, um einen möglichst großen Teil des gesamten HF-Stroms auf dem nützlichen Pfad im Vee fließen zu lassen.
- Zweitens muss alles getan werden, um die Kanten in der Schräge parallel zu machen, damit die Erwärmung von innen nach außen gleichmäßig ist.
Ziel (1) hängt eindeutig von elektrischen Faktoren wie der Konstruktion und der Platzierung der Schweißkontakte oder der Spule sowie von einer im Inneren des Rohrs angebrachten Strombegrenzungsvorrichtung ab. Die Konstruktion wird durch den auf dem Walzwerk verfügbaren Platz sowie die Anordnung und Größe der Schweißrollen beeinflusst. Wenn ein Dorn zum Innenflämmen oder -walzen verwendet werden soll, wirkt sich dies auf den Strombegrenzer aus. Darüber hinaus hängt das Ziel (1) von den Abmessungen und dem Öffnungswinkel der Schweißfahne ab. Obwohl (1) im Wesentlichen eine elektrische Aufgabe ist, steht sie in engem Zusammenhang mit der Mechanik des Walzwerks.
Ziel (2) hängt vollständig von mechanischen Faktoren ab, wie z. B. der Form des offenen Rohres und der Kantenbeschaffenheit des Bandes. Diese Faktoren können durch die Vorgänge in den Walzwerkspassagen und sogar an der Schneidemaschine beeinflusst werden.
HF-Schweißen ist ein elektro-mechanisches Verfahren: Der Generator versorgt die Kanten mit Wärme, aber die Quetschwalzen erzeugen die eigentliche Schweißnaht. Wenn die Kanten die richtige Temperatur erreichen und Sie trotzdem fehlerhafte Schweißnähte haben, sind die Chancen sehr gut, dass das Problem in der Fräseinrichtung oder im Material liegt.
Spezifische mechanische Faktoren
Letztendlich ist das, was im Spalt passiert, von entscheidender Bedeutung. Alles, was dort geschieht, kann sich auf die Qualität und die Geschwindigkeit der Schweißung auswirken (entweder gut oder schlecht). Einige der Faktoren, die in der Schweißnaht zu berücksichtigen sind, sind:
- Die Länge der Lamellen
- Der Öffnungsgrad (Vewinkel)
- Wie weit vor der Mittellinie der Schweißnaht die Bandkanten beginnen, sich zu berühren
- Form und Zustand der Bandkanten in Vee
- Wie die Bandkanten aufeinander treffen - ob gleichzeitig über ihre Dicke - oder zuerst an der Außenseite - oder an der Innenseite - oder durch einen Grat oder ein Band
- Die Form des geformten Streifens in der Schräge
- Die Konstanz aller Abmessungen der Lamellen, einschließlich der Länge, des Öffnungswinkels, der Höhe der Kanten und der Dicke der Kanten
- Die Position der Schweißkontakte oder der Spule
- Die Ausrichtung der Bandkanten zueinander, wenn sie zusammenkommen
- Wie viel Material wird herausgepresst (Streifenbreite)
- Wie viel Übermaß muss das Rohr für die Dimensionierung haben?
- Wie viel Wasser oder Kühlmittel in die Rinne fließt und wie hoch die Aufprallgeschwindigkeit ist
- Sauberkeit des Kühlmittels
- Sauberkeit des Streifens
- Vorhandensein von Fremdkörpern, wie Zunder, Späne, Splitter, Einschlüsse
- Ob Stahlskelp aus berandetem oder beruhigtem Stahl ist
- Ob Einschweißen von Stahlkanten oder von mehrfach geschlitzten Skelps
- Qualität des Skelps - ob aus laminiertem Stahl oder aus Stahl mit übermäßigen Strängen und Einschlüssen ("schmutziger" Stahl)
- Härte und physikalische Eigenschaften des Bandmaterials (die sich auf die Stärke der Rückfederung und den erforderlichen Anpressdruck auswirken)
- Gleichmäßigkeit der Mühlengeschwindigkeit
- Qualität beim Schneiden
Es liegt auf der Hand, dass vieles von dem, was im Vee passiert, das Ergebnis dessen ist, was bereits passiert ist - entweder in der Mühle selbst oder sogar bevor das Band oder der Skelp die Mühle erreicht.
 Abb. 1-7
Abb. 1-7
 Abb. 1-8
Abb. 1-8
Das Hochfrequenz-Vee
In diesem Abschnitt sollen die idealen Bedingungen im Vee beschrieben werden. Es wurde gezeigt, dass parallele Kanten zu einer gleichmäßigen Erwärmung zwischen innen und außen führen. In diesem Abschnitt werden weitere Gründe für die Beibehaltung möglichst paralleler Kanten genannt. Weitere Merkmale des Vee, wie die Lage des Scheitelpunkts, der Öffnungswinkel und die Stabilität während des Betriebs, werden erörtert.
In späteren Abschnitten werden spezifische Empfehlungen gegeben, die auf Erfahrungen aus der Praxis beruhen, um die erwünschten Bedingungen für die Vögel zu erreichen.
Apex so nah wie möglich am Schweißpunkt
Abb. 2-1 zeigt, dass der Punkt, an dem sich die Kanten treffen (d. h. der Scheitelpunkt), etwas vor der Mittellinie der Druckrolle liegt. Das liegt daran, dass beim Schweißen eine kleine Menge Material herausgepresst wird. Am Scheitelpunkt schließt sich der Stromkreis, und der HF-Strom von einer Kante kehrt um und fließt entlang der anderen zurück.
In dem Raum zwischen dem Scheitelpunkt und der Mittellinie der Druckwalze findet keine weitere Erwärmung statt, da kein Strom fließt und die Wärme aufgrund des hohen Temperaturgefälles zwischen den heißen Kanten und dem Rest des Rohrs schnell abgeleitet wird. Daher ist es wichtig, dass der Scheitelpunkt so nahe wie möglich an der Mittellinie der Schweißrolle liegt, damit die Temperatur hoch genug bleibt, um eine gute Schweißnaht zu erzeugen, wenn der Druck aufgebracht wird.
Diese schnelle Wärmeabfuhr ist dafür verantwortlich, dass sich bei einer Verdopplung der HF-Leistung die erreichbare Geschwindigkeit mehr als verdoppelt. Durch die höhere Geschwindigkeit, die sich aus der höheren Leistung ergibt, bleibt weniger Zeit, um die Wärme abzuführen. Ein größerer Teil der Wärme, die elektrisch in den Kanten entsteht, wird nutzbar, und der Wirkungsgrad steigt.
Grad der V-Öffnung
Wenn der Scheitelpunkt so nah wie möglich an der Mittellinie des Schweißdrucks liegt, sollte die Öffnung in der V-Linie so breit wie möglich sein, aber es gibt praktische Grenzen. Die erste ist die physikalische Fähigkeit des Fräsers, die Kanten offen zu halten, ohne dass es zu Faltenbildung oder Kantenbeschädigung kommt. Die zweite ist die Verringerung des Annäherungseffekts zwischen den beiden Kanten, wenn sie weiter voneinander entfernt sind. Eine zu kleine Spaltöffnung kann jedoch das Vorbrechen und vorzeitige Schließen des Spalts begünstigen, was zu Schweißfehlern führt.
Die Erfahrung aus der Praxis hat gezeigt, dass die V-förmige Öffnung im Allgemeinen zufriedenstellend ist, wenn der Abstand zwischen den Kanten an einem Punkt 2,0″ stromaufwärts von der Mittellinie der Schweißwalze zwischen 0,080″ (2 mm) und 0,200″ (5 mm) liegt, was einen Winkel zwischen 2° und 5° für Kohlenstoffstahl ergibt. Bei nichtrostendem Stahl und Nichteisenmetallen ist ein größerer Winkel wünschenswert.
Empfohlene Vee-Öffnung
 Abb. 2-1
Abb. 2-1
 Abb. 2-2
Abb. 2-2
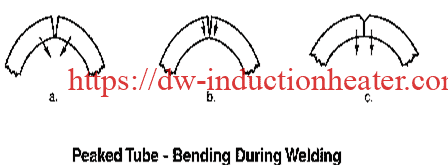 Abb. 2-3
Abb. 2-3
Parallele Kanten vermeiden Double Vee
Abb. 2-2 zeigt, dass, wenn die Innenkanten zuerst zusammentreffen, zwei Falten entstehen - eine auf der Außenseite mit dem Scheitelpunkt bei A, die andere auf der Innenseite mit dem Scheitelpunkt bei B. Die äußere Falte ist länger und ihr Scheitelpunkt liegt näher an der Mittellinie der Druckrolle.
In Abb. 2-2 bevorzugt der HF-Strom die innere Furche, weil die Kanten näher beieinander liegen. Zwischen B und dem Schweißpunkt findet keine Erwärmung statt und die Kanten kühlen schnell ab. Daher muss das Rohr durch Erhöhen der Leistung oder Verringern der Geschwindigkeit überhitzt werden, damit die Temperatur an der Schweißstelle hoch genug für eine zufriedenstellende Schweißung ist. Dies wird noch dadurch verschlimmert, dass die Innenkanten heißer erwärmt werden als die Außenkanten.
In extremen Fällen kann die doppelte Kante innen tropfen und außen eine kalte Schweißnaht verursachen. All dies ließe sich vermeiden, wenn die Kanten parallel wären.
Parallele Kanten vermindern Einschlüsse
Einer der wichtigsten Vorteile des HF-Schweißens ist die Tatsache, dass eine dünne Haut auf der Oberfläche der Kanten geschmolzen wird. Dadurch können Oxide und anderes unerwünschtes Material herausgepresst werden, was zu einer sauberen, qualitativ hochwertigen Schweißnaht führt. Bei parallelen Kanten werden die Oxide in beide Richtungen herausgedrückt. Es gibt keine Hindernisse, und sie müssen nicht weiter als bis zur Hälfte der Wanddicke vordringen.
Wenn sich die Innenkanten zuerst berühren, ist es für die Oxide schwieriger, herausgepresst zu werden. In Abb. 2-2 befindet sich zwischen Scheitel A und Scheitel B eine Mulde, die wie ein Tiegel wirkt und Fremdmaterial aufnimmt. Dieses Material schwimmt auf dem geschmolzenen Stahl in der Nähe der heißen Innenkanten. Während der Zeit, in der es nach dem Passieren von Scheitel A ausgepresst wird, kann es nicht vollständig an den kühleren Außenkanten vorbeikommen und kann in der Schweißnahtschnittstelle eingeschlossen werden und unerwünschte Einschlüsse bilden.
Es gab schon viele Fälle, in denen Schweißfehler aufgrund von Einschlüssen in der Nähe der Außenseite darauf zurückzuführen waren, dass die Innenkanten zu früh zusammenkamen (d. h. spitz zulaufendes Rohr). Die Lösung besteht einfach darin, die Umformung so zu ändern, dass die Kanten parallel sind. Wird dies nicht getan, kann einer der wichtigsten Vorteile des HF-Schweißens nicht genutzt werden.
Parallele Kanten reduzieren die Relativbewegung
Abb. 2-3 zeigt eine Reihe von Querschnitten, die zwischen B und A in Abb. 2-2 aufgenommen worden sein könnten. Wenn die Innenkanten eines spitz zulaufenden Rohrs zum ersten Mal aufeinandertreffen, kleben sie aneinander (Abb. 2-3a). Kurze Zeit später (Abb. 2-3b) wird der verklebte Teil gebogen. Die Außenecken kommen zusammen, als ob die Kanten an der Innenseite angelenkt wären (Abb. 2-3c).
Diese Biegung des inneren Teils der Wand während des Schweißens ist beim Schweißen von Stahl weniger schädlich als beim Schweißen von Materialien wie Aluminium. Stahl hat einen größeren plastischen Temperaturbereich. Das Verhindern einer solchen Relativbewegung verbessert die Schweißqualität. Dies geschieht, indem die Kanten parallel gehalten werden.
Parallele Kanten reduzieren die Schweißzeit
Wie in Abb. 2-3 dargestellt, verläuft der Schweißvorgang von B bis zur Mittellinie der Schweißrolle. An dieser Mittellinie wird schließlich der maximale Druck ausgeübt, und die Schweißung ist abgeschlossen.
Wenn die Kanten dagegen parallel zueinander verlaufen, beginnen sie sich erst zu berühren, wenn sie mindestens den Punkt A erreichen. Parallele Kanten können die Schweißzeit um 2,5 zu 1 oder mehr verkürzen.
Das parallele Zusammenführen der Kanten macht sich zunutze, was Schmiede schon immer wussten: Schlage zu, solange das Eisen heiß ist!
Das Vee als elektrische Last am Generator
Beim HF-Verfahren, wenn Impedatoren und Nahtführungen wie empfohlen verwendet werden, umfasst der Nutzpfad entlang der Vee-Kanten den gesamten Lastkreis, der auf den Hochfrequenzgenerator gelegt wird. Der Strom, der dem Generator durch die Rippe entnommen wird, hängt von der elektrischen Impedanz der Rippe ab. Diese Impedanz hängt wiederum von den Abmessungen der Lamelle ab. Wenn das Vee verlängert wird (Kontakte oder Spule nach hinten verlegt), erhöht sich die Impedanz, und der Strom wird tendenziell reduziert. Außerdem muss der verringerte Strom nun mehr Metall erwärmen (wegen der längeren Lamelle), so dass mehr Leistung erforderlich ist, um den Schweißbereich wieder auf Schweißtemperatur zu bringen. Mit zunehmender Wanddicke nimmt die Impedanz ab, und der Strom steigt tendenziell an. Um die volle Leistung des Hochfrequenzgenerators nutzen zu können, muss die Impedanz der Schweißfahne in etwa dem Auslegungswert entsprechen. Wie der Glühfaden in einer Glühbirne hängt die aufgenommene Leistung vom Widerstand und der angelegten Spannung ab, nicht von der Größe der Generatorstation.
Aus elektrischen Gründen, insbesondere wenn die volle HF-Generatorleistung gewünscht wird, ist es daher notwendig, dass die Vee-Abmessungen den Empfehlungen entsprechen.
Umformung von Werkzeugen
Umformung beeinflusst die Schweißnahtqualität
Wie bereits erläutert, hängt der Erfolg des HF-Schweißens davon ab, ob das Formteil gleichmäßige, splitterfreie und parallele Kanten an den Vee liefert. Wir versuchen nicht, detaillierte Werkzeuge für jedes Fabrikat und jede Größe von Walzwerken zu empfehlen, aber wir schlagen einige Ideen zu allgemeinen Prinzipien vor. Wenn man die Gründe verstanden hat, ist der Rest eine einfache Aufgabe für den Walzenkonstrukteur. Eine korrekte Werkzeugbestückung verbessert die Schweißqualität und erleichtert auch dem Bediener die Arbeit.
Kantenbrechung empfohlen
Wir empfehlen entweder gerades oder modifiziertes Kantenbrechen. Dadurch erhält das obere Ende des Rohrs seinen endgültigen Radius in den ersten ein oder zwei Durchgängen. Manchmal werden dünnwandige Rohre überformt, um die Rückfederung zu berücksichtigen. Die Rippenzüge sollten vorzugsweise nicht zur Bildung dieses Radius herangezogen werden. Sie können nicht überformen, ohne die Kanten so zu beschädigen, dass sie nicht mehr parallel herauskommen. Der Grund für diese Empfehlung liegt darin, dass die Kanten parallel sind, bevor sie zu den Schweißrollen gelangen - d. h. in der Fase. Dies unterscheidet sich von der üblichen ERW-Praxis, bei der große kreisförmige Elektroden als Hochstrom-Kontaktierungsvorrichtungen und gleichzeitig als Walzen fungieren müssen, um die Kanten nach unten zu formen.
Edge Break versus Center Break
Befürworter des Center-Break-Verfahrens sagen, dass Center-Break-Walzen eine Reihe von Größen verarbeiten können, was den Werkzeugbestand reduziert und die Ausfallzeiten beim Walzenwechsel verringert. Dies ist ein stichhaltiges wirtschaftliches Argument für ein großes Walzwerk, in dem die Walzen groß und teuer sind. Dieser Vorteil wird jedoch teilweise wieder aufgehoben, da nach dem letzten Rippenstich häufig Seitenwalzen oder eine Reihe von Flachwalzen erforderlich sind, um die Kanten niedrig zu halten. Bis zu einem Außendurchmesser von mindestens 6 oder 8″ ist das Kantenbrechen vorteilhafter.
Dies gilt trotz der Tatsache, dass es wünschenswert ist, für dicke Wände andere Oberwalzen zu verwenden als für dünne Wände. Abb. 3-1a zeigt, dass eine Oberwalze, die für dünne Wände ausgelegt ist, an den Seiten nicht genug Platz für die dickeren Wände bietet. Wenn Sie versuchen, dies zu umgehen, indem Sie eine Oberwalze verwenden, die schmal genug für das dickste Band über einen breiten Dickenbereich ist, werden Sie am dünnen Ende des Bereichs Probleme bekommen, wie in Abb. 3-1b vorgeschlagen. Die Seiten des Streifens werden nicht geschlossen und der Kantenbruch wird nicht vollständig sein. Dies führt dazu, dass die Naht in den Schweißrollen von einer Seite zur anderen rollt, was für eine gute Schweißung höchst unerwünscht ist.
Eine andere Methode, die manchmal verwendet wird, die wir aber für kleine Mühlen nicht empfehlen, ist die Verwendung einer aufgebauten Unterwalze mit Abstandshaltern in der Mitte. Ein dünnerer mittlerer Abstandshalter und ein dickerer hinterer Abstandshalter werden bei dünnwandigen Walzen verwendet. Das Walzendesign für diese Methode ist bestenfalls ein Kompromiss. Abb. 3-1c zeigt, was passiert, wenn die Oberwalze für dickwandige Bänder ausgelegt ist und die Unterwalze durch den Einsatz von Abstandshaltern verengt wird, um dünnwandige Bänder herzustellen. Das Band ist an den Rändern eingeklemmt, in der Mitte jedoch locker. Dies führt zu einer Instabilität entlang des Walzwerks, einschließlich der Schweißfahne.
Ein weiteres Argument ist, dass das Brechen von Kanten ein Ausknicken verursachen kann. Dies ist nicht der Fall, wenn der Übergangsbereich richtig bearbeitet und eingestellt ist und die Umformung richtig auf dem Walzwerk verteilt ist.
Jüngste Entwicklungen in der computergesteuerten Käfigformtechnik gewährleisten flache, parallele Kanten und schnelle Umrüstzeiten.
Unserer Erfahrung nach zahlt sich der zusätzliche Aufwand für den richtigen Kantenbruch durch eine zuverlässige, gleichmäßige, einfach zu bedienende und qualitativ hochwertige Produktion aus.
Flossenpässe Kompatibel
Der Verlauf der Flossendurchgänge sollte nahtlos in die zuvor empfohlene Form des letzten Flossendurchgangs übergehen. Jeder Rippendurchgang sollte ungefähr den gleichen Arbeitsumfang haben. Auf diese Weise wird vermieden, dass die Kanten bei einem überarbeiteten Rippendurchgang beschädigt werden.
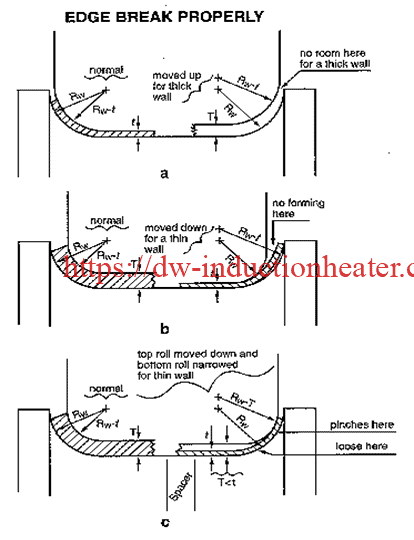 Abb. 3-1
Abb. 3-1
Walzen schweißen
Schweißwalzen und letzte Flossenwalzen korreliert
Das Erzielen paralleler Kanten in der V-Linie erfordert eine Korrelation der Konstruktion der letzten Rippenwalzen und der Schweißwalzen. Die Nahtführung und die Seitenwalzen, die in diesem Bereich verwendet werden können, dienen nur der Führung. In diesem Abschnitt werden einige Schweißwalzenausführungen beschrieben, die sich in vielen Anlagen hervorragend bewährt haben, und es wird eine auf diese Schweißwalzenausführungen abgestimmte Ausführung des letzten Rippenpasses beschrieben.
Die einzige Funktion der Schweißrollen beim HF-Schweißen besteht darin, die erhitzten Kanten mit genügend Druck zusammenzudrücken, um eine gute Schweißnaht zu erzeugen. Die Rippenwalzen sollten so konstruiert sein, dass der Skelp vollständig geformt ist (einschließlich des Radius in der Nähe der Kanten), aber an der Oberseite zu den Schweißwalzen hin offen ist. Die Öffnung wird so erreicht, als ob ein vollständig geschlossenes Rohr aus zwei Hälften besteht, die unten durch ein Klavierscharnier verbunden sind und oben einfach auseinandergeschwenkt werden (Abb. 4-1). Mit dieser Rippenwalzenkonstruktion wird dies erreicht, ohne dass es zu einer unerwünschten Konkavität im unteren Bereich kommt.
Zwei-Rollen-Anordnung
Die Schweißrollen müssen in der Lage sein, das Rohr mit genügend Druck zu schließen, um die Kanten auch bei abgeschaltetem Schweißgerät und kalten Kanten zu stauchen. Dies erfordert große horizontale Kraftkomponenten, wie durch die Pfeile in Abb. 4-1 angedeutet. Eine einfache, unkomplizierte Möglichkeit, diese Kräfte zu erreichen, ist die Verwendung von zwei Seitenrollen, wie in Abb. 4-2 vorgeschlagen.
Ein Zweiwalzenkasten ist relativ kostengünstig zu bauen. Es gibt nur eine Schraube, die während eines Laufs eingestellt werden muss. Sie hat ein Rechts- und ein Linksgewinde und bewegt die beiden Walzen gemeinsam ein und aus. Diese Anordnung wird häufig bei kleinen Durchmessern und dünnen Wänden verwendet. Die Zwei-Walzen-Konstruktion hat den wichtigen Vorteil, dass sie die Verwendung der von THERMATOOL entwickelten flachen, ovalen Schweißwalzeneinlaufform ermöglicht, die dazu beiträgt, dass die Rohrkanten parallel sind.
Unter bestimmten Umständen kann die Zwei-Walzen-Anordnung zu Drallspuren auf dem Rohr führen. Ein häufiger Grund dafür ist eine unsachgemäße Umformung, bei der die Walzenkanten einen höheren als den normalen Druck ausüben müssen. Drallspuren können auch bei hochfesten Werkstoffen auftreten, die einen hohen Schweißdruck erfordern. Häufiges Reinigen der Walzenkanten mit einer Prallscheibe oder einer Schleifmaschine hilft, die Markierungen zu minimieren.
Durch das Schleifen der Walzen während der Fahrt wird die Möglichkeit des Überschleifens oder des Einschneidens der Walze minimiert, doch ist dabei äußerste Vorsicht geboten. Im Notfall sollte immer jemand in der Nähe des Not-Aus-Schalters stehen.
 Abb. 4-1
Abb. 4-1
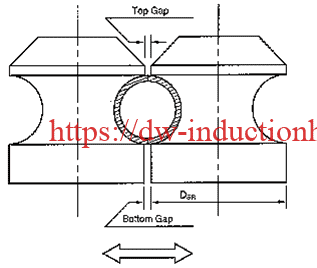 Abb. 4-2
Abb. 4-2
Drei-Rollen-Anordnung
Viele Walzwerkbetreiber bevorzugen die in Abb. 4-3 gezeigte Dreiwalzenanordnung für kleine Rohre (bis zu einem Außendurchmesser von etwa 4-1/2″). Ihr Hauptvorteil gegenüber der Zwei-Walzen-Anordnung besteht darin, dass Drallspuren praktisch ausgeschlossen sind. Sie bietet auch die Möglichkeit, die Kantenausrichtung zu korrigieren, falls dies erforderlich sein sollte.
Die drei um 120 Grad versetzten Rollen sind in Gabelköpfen auf einem hochbelastbaren Dreibacken-Spiralfutter montiert. Sie können gemeinsam mit der Futterschraube nach innen und außen verstellt werden. Das Futter ist auf einer stabilen, verstellbaren Rückenplatte montiert. Die erste Einstellung wird vorgenommen, wenn die drei Rollen auf einem gefrästen Stopfen fest geschlossen sind. Die Grundplatte wird vertikal und seitlich so eingestellt, dass die untere Walze genau mit der Durchgangshöhe des Fräsers und mit der Mittellinie des Fräsers ausgerichtet ist. Danach wird die Rückenplatte sicher verriegelt und muss bis zum nächsten Walzenwechsel nicht mehr eingestellt werden.
Die Gabelköpfe, die die beiden oberen Walzen halten, sind in Radialschlitten mit Stellschrauben gelagert. Jede dieser beiden Walzen kann einzeln verstellt werden. Dies ist zusätzlich zu der gemeinsamen Einstellung der drei Walzen durch das Rollenspannfutter möglich.
Zwei Rollen - Rollendesign
Für Rohre mit einem Außendurchmesser von weniger als 1,0 und einem Zwei-Rollen-Kasten ist die empfohlene Form in Abb. 4-4 dargestellt. Dies ist die optimale Form. Sie bietet die beste Schweißqualität und die höchste Schweißgeschwindigkeit. Bei einem Außendurchmesser von mehr als 1,0 wird der 0,020er-Versatz unbedeutend und kann weggelassen werden, wobei jede Rolle von einem gemeinsamen Mittelpunkt aus geschliffen wird.
Drei Rollen - Rollendesign
Dreiwalzen-Schweißkehlen werden in der Regel rund geschliffen, mit einem Durchmesser DW, der dem fertigen Rohrdurchmesser D plus dem Kalibrierungszuschlag a
RW = DW/2
Wie beim Zweiwalzenkasten dient Abb. 4-5 als Richtlinie für die Wahl des Walzendurchmessers. Der obere Spalt sollte 0,050 mm betragen oder der dünnsten zu verarbeitenden Wand entsprechen, je nachdem, welcher Wert größer ist. Die beiden anderen Spaltmaße sollten maximal 0,060 betragen, bei sehr dünnen Wänden sogar nur 0,020. Für die Präzision gilt die gleiche Empfehlung wie für den Zweiwalzenkasten.
 Abb. 4-3
Abb. 4-3
 Abb. 4-4
Abb. 4-4
 Abb. 4-5
Abb. 4-5
DER LETZTE FLOSSENSCHLAG
Ziele der Gestaltung
Die für den letzten Flossendurchgang empfohlene Form wurde mit einer Reihe von Zielen gewählt:
- Das Rohr mit dem geformten Kantenradius den Schweißrollen vorlegen
- Parallele Kanten durch die Voute haben
- Für eine zufriedenstellende Öffnung der Visierung
- Zur Kompatibilität mit der zuvor empfohlenen Schweißrollenausführung
- Einfach zu mahlen sein.
Letzte Flossenpassform
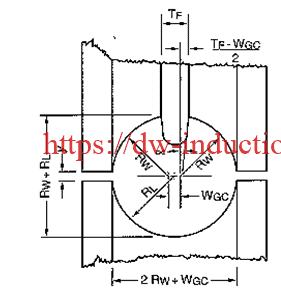
Die empfohlene Form ist in Abb. 4-6 dargestellt. Die untere Walze hat einen konstanten Radius von einem einzigen Mittelpunkt aus. Jede der beiden Oberwalzenhälften hat ebenfalls einen konstanten Radius. Der Radius der oberen Walze RW ist jedoch nicht gleich dem Radius der unteren Walze RL, und die Zentren, von denen aus die oberen Radien geschliffen werden, sind seitlich um einen Abstand WGC versetzt. Die Rippe selbst ist schräg verjüngt.
Entwurfskriterien
Die Abmessungen werden anhand der folgenden fünf Kriterien festgelegt:
- Die oberen Schleifradien sind die gleichen wie die der Schweißwalze RW.
- Der Umfang GF ist größer als der Umfang GW in den Schweißwalzen, und zwar um den Betrag der Ausquetschungszugabe S.
- Die Lamellendicke TF ist so gewählt, dass die Öffnung zwischen den Kanten der Abb. 2-1 entspricht.
- Der Verjüngungswinkel a ist so gewählt, dass die Rohrkanten senkrecht zur Tangente verlaufen.
- Der Abstand y zwischen oberem und unterem Walzenflansch ist so gewählt, dass das Band ohne Markierung gehalten wird und gleichzeitig ein gewisses Maß an Betriebseinstellung möglich ist.

Technische Merkmale des Hochfrequenz-Induktionsschweißgenerators:
| Alle Festkörper (MOSFET) Hochfrequenz-Induktionsschweißmaschine für Rohre und Schläuche | ||||||
| Modell | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Eingangsleistung | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Eingangsspannung | 3Phasen, 380/400/480V | |||||
| Gleichspannung | 0-250V | |||||
| Gleichstrom | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frequenz | 200-500KHz | |||||
| Effizienz der Produktion | 85%-95% | |||||
| Leistungsfaktor | Volllast>0,88 | |||||
| Kühlwasserdruck | >0,3MPa | |||||
| Kühlwasserdurchfluss | >60L/min | >83L/min | >114L/min | >114L/min | >160L/min | >160L/min |
| Wassertemperatur am Einlass | <35°C | |||||
 Echte All-Solid-State-IGBT-Leistungsanpassung und variable Stromsteuerungstechnologie, mit einzigartigem IGBT-Soft-Switching-Hochfrequenz-Chopping und amorpher Filterung für die Leistungsregulierung, Hochgeschwindigkeits- und präzise Soft-Switching-IGBT-Wechselrichtersteuerung, um 100-800KHZ/3 -300KW Produktanwendung zu erreichen.
Echte All-Solid-State-IGBT-Leistungsanpassung und variable Stromsteuerungstechnologie, mit einzigartigem IGBT-Soft-Switching-Hochfrequenz-Chopping und amorpher Filterung für die Leistungsregulierung, Hochgeschwindigkeits- und präzise Soft-Switching-IGBT-Wechselrichtersteuerung, um 100-800KHZ/3 -300KW Produktanwendung zu erreichen.- Importierte Hochleistungs-Resonanzkondensatoren werden verwendet, um eine stabile Resonanzfrequenz zu erreichen, die Produktqualität effektiv zu verbessern und die Stabilität des geschweißten Rohrprozesses zu realisieren.
- Ersetzen Sie die traditionelle Thyristor-Leistungsanpassungstechnologie durch eine Hochfrequenz-Chopping-Leistungsanpassungstechnologie, um eine Steuerung auf Mikrosekundenebene zu erreichen und die schnelle Anpassung und Stabilität der Ausgangsleistung des Schweißrohrprozesses zu realisieren. Die Glattheit und Geradheit der Schweißnaht sind garantiert.
- Sicherheit. Das Gerät enthält keine Hochfrequenz und Hochspannung von 10.000 Volt, wodurch Strahlung, Störungen, Entladungen, Entzündungen und andere Phänomene wirksam vermieden werden können.
- Es ist sehr widerstandsfähig gegenüber Netzspannungsschwankungen.
- Er hat einen hohen Leistungsfaktor im gesamten Leistungsbereich, wodurch effektiv Energie gespart werden kann.
- Hoher Wirkungsgrad und Energieeinsparung. Das Gerät nimmt High-Power-Soft-Switching-Technologie vom Eingang bis zum Ausgang, die Verlustleistung minimiert und erhält extrem hohen elektrischen Wirkungsgrad, und hat extrem hohen Leistungsfaktor im gesamten Leistungsbereich, effektiv Energie zu sparen, die sich von traditionellen Verglichen mit der Röhre Typ Hochfrequenz ist, kann es 30-40% der Energieeinsparung Effekt zu speichern.
- Das Gerät ist miniaturisiert und integriert, was den Platzbedarf erheblich reduziert. Das Gerät benötigt keinen Abspanntransformator und keine große Netzfrequenzinduktivität für die SCR-Einstellung. Die kleine integrierte Struktur bringt Komfort bei der Installation, Wartung, Transport und Einstellung.
- Der Frequenzbereich von 200-500KHZ ermöglicht das Schweißen von Stahl- und Edelstahlrohren.



Hochfrequenz-Induktionsschweißlösungen für Rohre und Schläuche