






Induktionslöten von Kupferrohren
Beschreibung
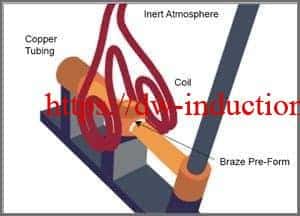
Induktionslöten von Kupferrohren mit Hochfrequenz-RF-Heizgeräten
Ziel der Forschung
Zum Erhitzen einer Kupferrohrbaugruppe in einer inerten Atmosphäre auf 1450°F innerhalb von 45 Sekunden zum Hartlöten ohne Flussmittel oder Säurereinigung.
Teile & Materialien Beschreibung
Kupferrohrmontage, Temperaturmesslack, Lötvorformungen
Erforderliche Temperatur
1450°F
Induktionserwärmungsanlagen
DW-UHF-10kW Induktionserwärmungsnetzteil, Fernwärmestation mit zwei 1,25 Mikrofarad-Kondensatoren (Gesamtkapazität von 0,625 mfd.) und einer speziell entwickelten Induktivität (Spule)
Betriebsfrequenz
400kHz
Erhitzungsverfahren
Die Tests wurden im ABS Mark 2 mit einer Mischung aus 95% Argon und 5% Wasserstoffgas durchgeführt. Ein speziell entwickelter, geteilter Spiralinduktor mit vier Windungen wurde verwendet, um den Verbindungsbereich der Rohrbaugruppe optimal zu erwärmen. Nach anfänglichen Tests mit blanken Teilen und Temperaturmessfarben zur Ermittlung der Zeit bis zum Erreichen der Temperatur und der Erwärmungsprofile wurde in 45 Sekunden eine Temperatur von 1450°F erreicht, um die Lötvorformlinge zu schmelzen.
Schlussfolgerung
Erfolgreiche Ergebnisse wurden bei 1450°F innerhalb von 45 Sekunden erzielt. Da die Wärme durch die Rohrbaugruppe geleitet wird, würden nachfolgende Verbindungen an der gleichen Baugruppe weniger Zeit benötigen. Das Hartlöten von Kupferrohrbaugruppen ist eine hervorragende Anwendung für Induktionserwärmung.




