
Induktionshærdning Overfladeproces Anvendelser
Hvad er induktionshærdning?
Induktionshærdning er en form for varmebehandling, hvor en metaldel med tilstrækkeligt kulstofindhold opvarmes i induktionsfeltet og derefter afkøles hurtigt. Dette øger både emnets hårdhed og skørhed. Induktionsopvarmning giver dig mulighed for lokal opvarmning til en forudbestemt temperatur og gør dig i stand til at kontrollere hærdningsprocessen præcist. Processens repeterbarhed er dermed garanteret. Normalt anvendes induktionshærdning på metaldele, som skal have stor slidstyrke på overfladen, samtidig med at de bevarer deres mekaniske egenskaber. Når induktionshærdningen er gennemført, skal metalemnet afkøles i vand, olie eller luft for at opnå specifikke egenskaber i overfladelaget.

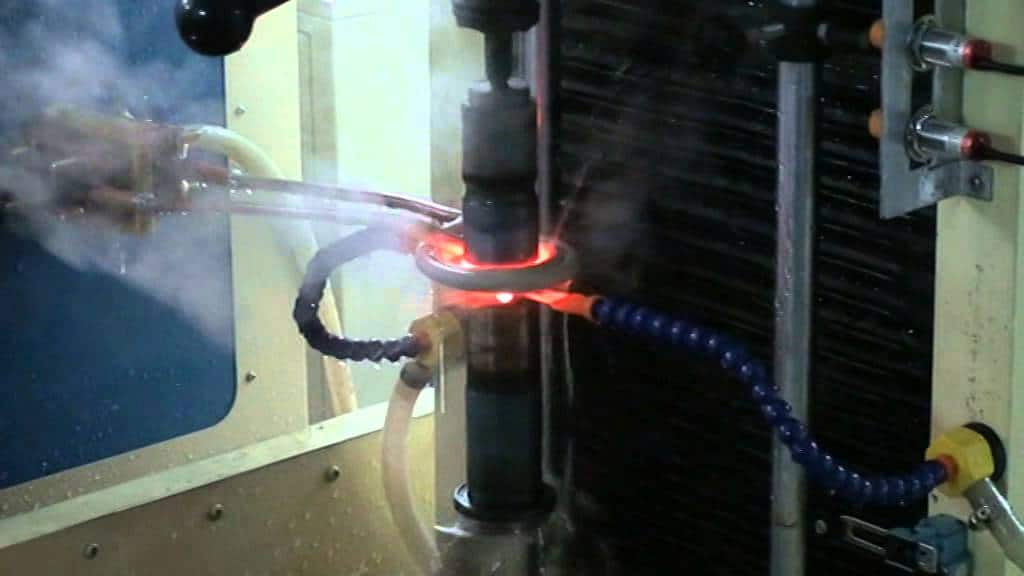
Induktionshærdning er en metode til hurtigt og selektivt at hærde overfladen på en metaldel. En kobberspole, der fører et betydeligt niveau af vekselstrøm, placeres tæt på (uden at røre ved) emnet. Der genereres varme på og nær overfladen ved hjælp af hvirvelstrøm og hysteresetab. Afkøling, normalt vandbaseret med en tilsætning som f.eks. en polymer, rettes mod emnet, eller det nedsænkes. Dette omdanner strukturen til martensit, som er meget hårdere end den tidligere struktur.
En populær, moderne type udstyr til induktionshærdning kaldes en scanner. Emnet holdes mellem centre, drejes og føres gennem en progressiv spole, som giver både varme og slukning. Slukningen sker under spolen, så et givet område af emnet bliver hurtigt afkølet umiddelbart efter opvarmningen. Effektniveau, opholdstid, scanningshastighed (fremføring) og andre procesvariabler styres præcist af en computer.
Indsatshærdning bruges til at øge slidstyrke, overfladehårdhed og udmattelseslevetid ved at skabe et hærdet overfladelag og samtidig bevare en upåvirket kernemikrostruktur.
Induktionshærdning bruges til at øge de mekaniske egenskaber af jernholdige komponenter i et bestemt område. Typiske anvendelser er drivlinje, affjedring, motorkomponenter og stansedele. Induktionshærdning er fremragende til at reparere garantikrav/fejl i marken. De primære fordele er forbedringer i styrke, udmattelse og slidstyrke i et lokaliseret område, uden at det er nødvendigt at redesigne komponenten.
Processer og industrier, der kan drage fordel af induktionshærdning:
Varmebehandling
Hærdning af kæder
Hærdning af rør
Skibsbygning
Luft- og rumfart
Jernbane
Biler
Vedvarende energi

Fordele ved induktionshærdning:
Foretrukket til komponenter, der udsættes for stor belastning. Induktion giver en høj overfladehårdhed med en dyb indkapsling, der kan håndtere ekstremt høje belastninger. Udmattelsesstyrken øges ved, at der udvikles en blød kerne omgivet af et ekstremt hårdt ydre lag. Disse egenskaber er ønskelige for dele, der udsættes for vridningsbelastning, og overflader, der udsættes for slagkræfter. Induktionsbearbejdning udføres én del ad gangen, hvilket giver mulighed for en meget forudsigelig dimensionel bevægelse fra del til del.
Præcis kontrol over temperatur og hærdedybde
Kontrolleret og lokaliseret opvarmning
Let at integrere i produktionslinjer
Hurtig og gentagelig proces
Hvert emne kan hærdes med præcise, optimerede parametre
Energieffektiv proces
Komponenter af stål og rustfrit stål, der kan hærdes med induktion:
Fastgørelseselementer, flanger, tandhjul, lejer, rør, indvendige og udvendige løbebaner, krumtapaksler, knastaksler, åg, drivaksler, udgangsaksler, spindler, torsionsstænger, drejekranse, wire, ventiler, stenbor osv.

Øget slidstyrke
Der er en direkte sammenhæng mellem hårdhed og slidstyrke. Et emnes slidstyrke øges markant ved induktionshærdning, forudsat at materialets oprindelige tilstand enten var udglødet eller behandlet til en blødere tilstand.
Øget styrke og udmattelseslevetid på grund af den bløde kerne og den resterende trykspænding på overfladen
Trykspændingen (som normalt betragtes som en positiv egenskab) er et resultat af, at den hærdede struktur nær overfladen optager lidt mere volumen end kernen og den tidligere struktur.
Dele kan hærdes efter Induktionshærdning for at justere hårdhedsgraden, som ønsket
Som med enhver proces, der frembringer en martensitisk struktur, vil anløbning sænke hårdheden og samtidig mindske skørheden.
Dyb kasse med hård kerne
Den typiske indstiksdybde er 0,030" - 0,120", hvilket i gennemsnit er dybere end processer som karburering, karbonitrering og forskellige former for nitrering, der udføres ved underkritiske temperaturer. Til visse projekter som f.eks. aksler eller dele, der stadig er brugbare, selv efter at meget materiale er slidt væk, kan indstiksdybden være op til ½ tomme eller mere.
Selektiv hærdningsproces uden behov for maskering
Områder med eftersvejsning eller efterbearbejdning forbliver bløde - meget få andre varmebehandlingsprocesser er i stand til at opnå dette.
Relativt minimal forvrængning
Eksempel: en aksel på 1" Ø x 40" lang, som har to jævnt fordelte tappe, hver 2" lange, der skal bære en belastning og være slidstærke. Induktionshærdning udføres kun på disse overflader, i alt 4" længde. Med en konventionel metode (eller hvis vi induktionshærdede hele længden for den sags skyld), ville der være betydeligt mere skævhed.
Giver mulighed for at bruge billige ståltyper som 1045
Det mest populære stål, der bruges til dele, der skal induktionshærdes, er 1045. Det kan let bearbejdes, er billigt og kan på grund af et kulstofindhold på 0,45% nominelt induktionshærdes til 58 HRC+. Det har også en relativt lav risiko for revnedannelse under behandlingen. Andre populære materialer til denne proces er 1141/1144, 4140, 4340, ETD150 og forskellige støbejern.

Begrænsninger ved induktionshærdning
Kræver en induktionsspole og værktøj, der relaterer til emnets geometri
Da koblingsafstanden mellem emne og spole er afgørende for varmeeffektiviteten, skal spolens størrelse og kontur vælges omhyggeligt. Mens de fleste behandlere har et arsenal af grundlæggende spoler til opvarmning af runde former som aksler, stifter, ruller osv., kan nogle projekter kræve en tilpasset spole, der nogle gange koster tusindvis af dollars. På projekter med mellemstor til stor volumen kan fordelen ved reducerede behandlingsomkostninger pr. del let opveje spoleomkostningerne. I andre tilfælde kan de tekniske fordele ved processen veje tungere end omkostningerne. Ellers gør omkostningerne til spoler og værktøj til lavvolumenprojekter normalt processen upraktisk, hvis der skal bygges en ny spole. Delen skal også understøttes på en eller anden måde under behandlingen. Kørsel mellem centre er en populær metode til dele af akseltypen, men i mange andre tilfælde skal der bruges specialværktøj.
Større sandsynlighed for revnedannelse sammenlignet med de fleste varmebehandlingsprocesser
Det skyldes den hurtige opvarmning og afkøling samt tendensen til at skabe hot spots ved detaljer/kanter som f.eks. kilespor, riller, tværhuller og gevind.
Forvrængning med induktionshærdning
Forvrængningsniveauerne har en tendens til at være større end ved processer som ion- eller gasnitrering på grund af den hurtige opvarmning/afkøling og den deraf følgende martensitiske omdannelse. Når det er sagt, kan induktionshærdning give mindre forvrængning end konventionel varmebehandling, især når den kun anvendes på et udvalgt område.
Materialebegrænsninger med induktionshærdning
Siden Induktionshærdningsproces normalt ikke involverer diffusion af kulstof eller andre elementer, skal materialet indeholde nok kulstof sammen med andre elementer til at give hærdbarhed, der understøtter martensitisk omdannelse til det ønskede hårdhedsniveau. Det betyder typisk, at kulstofindholdet skal være i størrelsesordenen 0,40%+, hvilket giver en hårdhed på 56-65 HRC. Materialer med lavere kulstofindhold som 8620 kan bruges med en deraf følgende reduktion i den opnåelige hårdhed (40-45 HRC i dette tilfælde). Stål som 1008, 1010, 12L14, 1117 bruges typisk ikke på grund af den begrænsede stigning i hårdhed, der kan opnås.
Induktionshærdning Overfladeproces detaljer
Induktionshærdning er en proces, der bruges til overfladehærdning af stål og andre legeringskomponenter. De dele, der skal varmebehandles, placeres inde i en kobberspole og opvarmes derefter til over deres omdannelsestemperatur ved at tilføre spolen en vekselstrøm. Vekselstrømmen i spolen inducerer et vekslende magnetfelt i arbejdsemnet, som får emnets ydre overflade til at varme op til en temperatur over omdannelsesområdet.
Komponenterne opvarmes ved hjælp af et vekslende magnetfelt til en temperatur inden for eller over transformationsområdet efterfulgt af øjeblikkelig afkøling. Det er en elektromagnetisk proces, hvor der anvendes en kobberinduktorspole, som tilføres en strøm med en bestemt frekvens og effekt.
