
Induktionslodning af rustfrit stålrør til en base
Målsætning:
Induktionslodning blev brugt til at forbinde et rør af rustfrit stål (OD: 45 mm, ID: 42 mm) med en kompatibel metalbase. Målet var at opnå en stærk, lækagefri binding med høj fugeintegritet, der var egnet til mekaniske og termiske belastninger. Casen havde også til formål at optimere loddeparametrene, herunder effekt, frekvens, spoledesign, valg af tilsatsmateriale og loddetid, samtidig med at omkostningseffektiviteten blev opretholdt og den termiske forvrængning minimeret.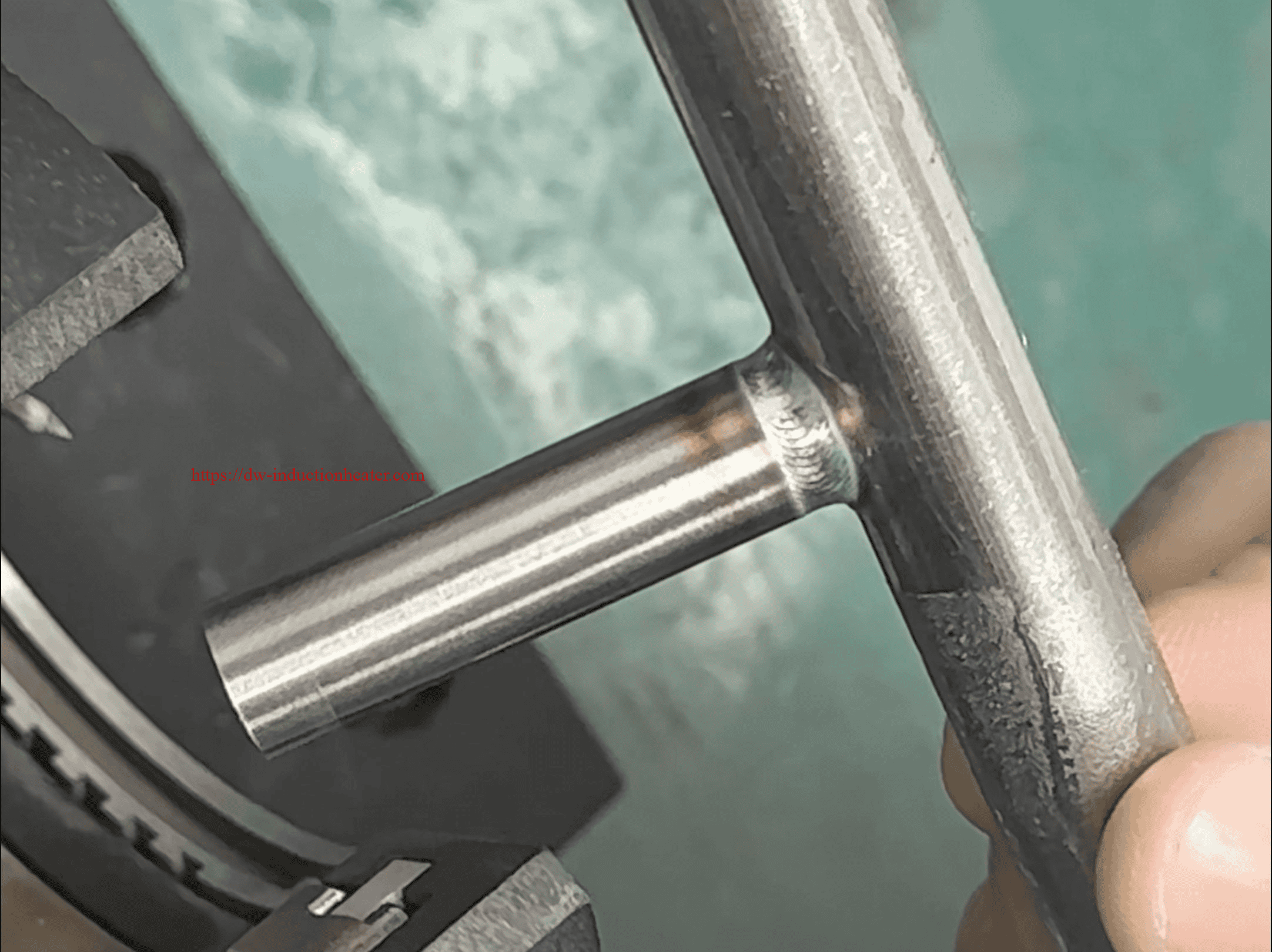
Udstyr:
- Induktions-loddemaskine
- Model: 10kW induktionslodningssystem
- Frekvensområde: 300-800kHz
- Brugerdefineret induktionsspole
- Designet specielt til at imødekomme geometrien og varmekravene i forbindelsen mellem rør og sokkel i rustfrit stål.
- Kølesystem
- Vandkølesystem for at forhindre overophedning af induktionsudstyret og stabilisere temperaturen under kontinuerlig drift.
- Fixturer og positioneringsværktøjer
- Jig og fiksturer til at justere det rustfri stålrør og basen med præcision under lodning.
Materialer:
- Rør i rustfrit stål
- Ydre diameter: 45 mm
- Indre diameter: 42 mm
- Materialekvalitet: AISI 304 (valgt for sin korrosionsbestandighed og mekaniske styrke).
- Grundmateriale
- Mild stålbase (kulstofstål), der bruges på grund af sin økonomiske egnethed og kompatibilitet med rør i rustfrit stål til lodning.
- Fyldstof i metal
- Fyldstof: BAg-7 (sølvbaseret legering med ca. 56% sølvindhold, der giver fremragende kapillærflow og kompatibilitet med rustfrit stål).
- Smelteområde: 630-660°C.
- Flux
- Type: Fluorbaseret flux; bruges til at fjerne oxider og fremme fillerens vedhæftning til basen og det rustfri stålrør.
Testlodning:
- Valg af effekt og frekvens
- A effekt på 7 kW blev eksperimentelt bestemt som optimal til at opvarme samlingsområdet uden at overophede andre dele af samlingen.
- Den Driftsfrekvensen blev sat til 400 kHz for at sikre effektiv opvarmning af det rustfri stålmateriale med spolen.
- Design af induktionsspole
- En dobbeltdrejet spiralformet spole blev brugt til at fokusere varmen på samlingsområdet og sikre ensartet opvarmning af både det rustfri stålrør og basen samtidig.
- Spolediameteren blev designet til at give et mellemrum på 3-5 mm på alle sider af røret for jævn induktionskobling.
- Test positionering af led
- Det rustfri stålrør (45 mm OD) blev justeret præcist i forhold til basen for at sikre et jævnt mellemrum på 0,1-0,2 mm til kapillærvirkning af fyldmaterialet.
- Temperaturkontrol
- Et pyrometer sørgede for, at fugetemperaturen nåede op på og holdt sig omkring 650 °C.
- Loddetid
- Forsøgene identificerede en optimal loddetid på 10 sekunderDet giver fugen mulighed for at nå den rette temperaturtærskel for smeltning af fillermetal og vedhæftning uden overeksponering for varme.
Loddetrin:
- Forberedelse
- Rengør overfladen på det rustfri stålrør og basen omhyggeligt for at fjerne olie, snavs og oxider.
- Påfør fluoridbaseret flux ensartet på fugeoverfladerne.
- Montering og placering af inventar
- Det rustfri stålrør blev placeret i basen med en overlappende samling for at maksimere styrken. Fiksturer holdt samlingen stabil under processen.
- Induktionsopvarmning
- Induktionsmaskinen tilførte 7 kW effekt ved 400 kHz. Den præcise opvarmning var fokuseret på samlingen, hvor spolen omkransede røret og basen.
- Anvendelse af fyldmateriale
- Da temperaturen nærmede sig 650 °C, blev fillerlegeringen påført fugen. Kapillærvirkning trak den smeltede filler ind i fugeåbningen.
- Køling
- Efter lodningen fik samlingen lov til at køle naturligt af for at undgå termisk chok.
Resultater/fordele:
- Fælles styrke
- Den loddede samling gennemgik en træktest og overskred kravene til mekanisk belastning med en margin på 15% og opnåede en stærk og lækagesikker forbindelse, der er egnet til applikationer under tryk.
- Termisk integritet
- Processen minimerede varmeforvrængning og bevarede den dimensionelle nøjagtighed af røret og basen i rustfrit stål.
- Effektivitet
- Loddeprocessen blev afsluttet inden for 10 sekunders opvarmningstidog demonstrerer høj produktivitet med minimalt energiforbrug.
- Pæn finish
- Fugen havde en ren finish på grund af korrekt opvarmning, fordeling af tilsatsmateriale og minimale flussmiddelrester. Oprydningen efter lodningen var minimal.
Induktionsopvarmning giver:
- Præcis og lokal opvarmning:
Induktionssystemet leverede varme direkte og ensartet til fugeområdet uden at påvirke tilstødende sektioner, hvilket reducerede den termiske belastning og bevarede materialeegenskaberne. - Processtyring:
Præcis styring af temperatur, effekt og frekvens sikrede en ensartet fugekvalitet og gjorde det muligt at optimere til forskellige produktionsscenarier. - Repeterbarhed:
Induktionsprocessen sikrede ensartede resultater med minimal variation mellem samlingerne, hvilket gør den meget pålidelig til industriel brug i stor skala. - Energieffektivitet:
Induktionssystemet på 10 kW opnåede høj varmeeffektivitet og reducerede energiforbruget betydeligt sammenlignet med alternative loddemetoder som ovnlodning. - Sikkerhed og renlighed:
Induktionsopvarmning eliminerer åben ild, reducerer farerne på arbejdspladsen og giver et renere procesmiljø.
Dataanalyse og statistik:
| Parameter | Værdi | Noter |
|---|---|---|
| Kraft | 7 kW | Optimeret til at afbalancere varmefordelingen. |
| Frekvens | 400kHz | Optimal til rustfrit stål og filler. |
| Spoledesign | Dobbeltdrejet spiralformet spole | Sikrer ensartet opvarmning omkring fugen. |
| Loddetid | 10 sekunder | Tilstrækkelig til smeltning og påfyldning. |
| Fyldstofmateriale | BAg-7 sølvlegering | Høj styrke og fremragende kapillært flow. |
| Opnået temperatur | 650°C | Ideel til smeltning af fyldmateriale. |
Denne induktionslodningskasse demonstrerede metodens effektivitet og præcision til at skabe samlinger af høj kvalitet i udfordrende anvendelser af rustfrit stål. Den detaljerede analyse og optimering af alle procesparametre sikrede, at lodningen blev en succes, samtidig med at effektiviteten og produktiviteten blev maksimeret.