




Anvendelser af induktions-PWHT-maskiner i olie- og gasrørledningsfeltet
Beskrivelse
Hvad er en induktions-PWHT-maskine?
En PWHT-maskine til induktion er et specialiseret system, der er designet til at udføre varmebehandling efter svejsning på metalkonstruktioner og svejsesamlinger ved hjælp af elektromagnetisk induktion. Efter svejsning har visse metaller (især legeret stål, kulstofstål eller metaller, der er tilbøjelige til at revne) gavn af kontrolleret opvarmning og afkøling. Det afhjælper restspændinger, forhindrer forvrængning og forfiner mikrostrukturer, så de lever op til lovkrav og forbedrer den langsigtede serviceydelse.
Sådan fungerer det
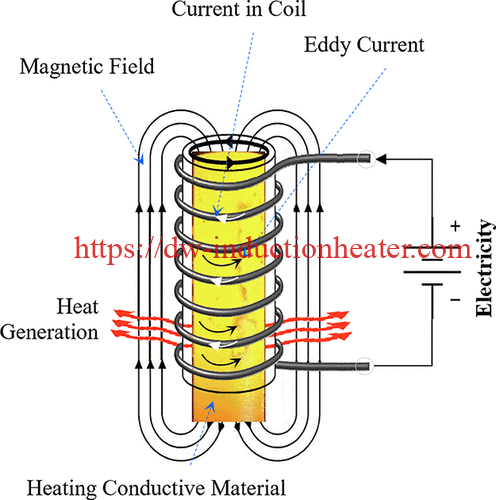
- Induktionsspole/tæppe: En spole eller et fleksibelt induktionstæppe placeres rundt om eller i nærheden af svejseområdet.
- Generering af elektromagnetiske felter: Maskinens strømforsyning omdanner vekselstrøm til en bestemt frekvens (ofte i området 2 kHz til 25 kHz).
- Hvirvelstrømme og varmeudvikling: Det elektromagnetiske felt inducerer hvirvelstrømme i metallet, hvilket får det til at varme op indefra.
- Temperaturkontrol: Termoelementer i nærheden af svejsningen giver feedback til styresystemet (PLC). Dette regulerer effekten for at opnå en præcis temperaturprofil i henhold til PWHT-procedurerne.
Hvorfor bruge induktion til PWHT?
- Hurtig og præcis opvarmning: Induktion giver hurtigere opvarmningshastigheder og fint kontrolleret temperatur, hvilket minimerer kvalitetsproblemer som revner eller ufuldstændig afspænding.
- Energieffektivitet: Induktionssystemer er ofte mere effektive end traditionel modstands- eller ovnopvarmning. Energien fokuseres direkte på det område, der har brug for varme.
- Bærbarhed og fleksibilitet: Sammenlignet med store ovne giver induktions-PWHT-enheder (med fleksible spoler/tæpper) mulighed for behandling på stedet eller på stedet. Dette er især nyttigt for store komponenter eller faste installationer (f.eks. rørledninger i raffinaderier).
- Automatisering og overvågning: De fleste induktions-PWHT-maskiner har indbygget datalogning, opskriftsstyring og alarmsystemer, der gør det nemmere at overholde regler (som ASME, AWS) og sikre processporbarhed.
Typiske egenskaber ved en induktions-PWHT-maskine
- Effektområde: Maskinerne kan variere fra små 30 kW-enheder til store 300+ kW-systemer, afhængigt af tykkelse, materialetype og emnestørrelse.
- Frekvensområde: Normalt mellem 2 kHz og 25 kHz, optimeret til den nødvendige dybde af varmeindtrængning.
- Flere varmekanaler (zoner): Tillader samtidig behandling af flere samlinger eller komplekse svejsegeometrier.
- Avanceret kontrol: HMI (Human-Machine Interface) med berøringsskærm, PLC-baseret styring, indgange med flere termoelementer og mulighed for datalogning.
- Afkølingsmetode: Afhængigt af effekten kan induktionsstrømforsyninger være luft- eller vandkølede.
Anvendelser af induktions-PWHT-maskiner i rørledningsbranchen
 Varmebehandling efter svejsning (PWHT) er en afgørende proces i rørledningsindustrien, især i applikationer med højt tryk og høj temperatur. Ved at bruge induktionsopvarmningsteknologi til at udføre PWHT kan rørledningsfabrikanter og operatører opnå præcis, ensartet temperaturkontrol og samtidig reducere den samlede behandlingstid. Nedenfor er de vigtigste anvendelser og fordele ved induktionsbaseret PWHT i rørledningsfeltet:
Varmebehandling efter svejsning (PWHT) er en afgørende proces i rørledningsindustrien, især i applikationer med højt tryk og høj temperatur. Ved at bruge induktionsopvarmningsteknologi til at udføre PWHT kan rørledningsfabrikanter og operatører opnå præcis, ensartet temperaturkontrol og samtidig reducere den samlede behandlingstid. Nedenfor er de vigtigste anvendelser og fordele ved induktionsbaseret PWHT i rørledningsfeltet:
1. Konstruktion af nye rørledninger
- Lange svejsesømme
- Rørledninger med stor diameter kræver ofte flere gennemløb og komplekse svejsesamlinger. Induktions-PWHT kan bruges til at udføre ensartet varmebehandling langs hele sømmen, hvilket forbedrer svejsekvaliteten og reducerer risikoen for revnedannelse.
- Indbindingssvejsninger
- Under installations- eller udvidelsesprojekter forbinder tie-in-svejsninger forskellige rørledningssegmenter. Konsekvent varmebehandling af disse svejsninger ved hjælp af induktion reducerer restspænding og hjælper med at sikre langsigtet integritet, især i rørledninger, der er beregnet til højtryksservice.
- Feltsamlinger i fjerntliggende områder
- Induktions-PWHT-udstyr, der er designet til at være bærbart, kan transporteres til fjerntliggende rørledningsbyggepladser eller uvejsomt terræn. Den effektive opsætning og de hurtigere opvarmnings- og nedkølingscyklusser er særligt fordelagtige, når man arbejder under udfordrende forhold med begrænsede ressourcer.
2. Reparationer og vedligeholdelse af rørledninger
- Reparation af revner
- Rørledninger kan udvikle revner på grund af udmattelse, korrosion eller mekaniske skader. Induktions-PWHT hjælper med at aflaste restspændinger i den reparerede svejsezone, hvilket mindsker risikoen for yderligere revnedannelse og forlænger rørledningens levetid.
- Hot Tapping og tilføjelse af grene
- Når der er behov for ændringer i rørledningen (f.eks. tilføjelse af forgreninger eller nye forbindelser), kan svejsninger gennemgå induktionsbaseret PWHT for at forbedre duktiliteten, sejheden og den overordnede pålidelighed.
- Udskiftning af sektioner
- Hvis en rørledningssektion fjernes og udskiftes, bruges induktions-PWHT ofte på de nye svejsninger for at sikre lignende metallurgiske egenskaber og spændingsfordeling som de oprindelige rørledningssektioner.

- Hvis en rørledningssektion fjernes og udskiftes, bruges induktions-PWHT ofte på de nye svejsninger for at sikre lignende metallurgiske egenskaber og spændingsfordeling som de oprindelige rørledningssektioner.

3. Overholdelse af branchestandarder og koder
- ASME- og API-standarder
- Mange trykrørskoder (f.eks. ASME B31.3, ASME B31.4, ASME B31.8 og API-standarder) specificerer PWHT for visse materialer, tykkelser og servicescenarier. Induktions-PWHT-maskiner giver præcis temperaturkontrol og computeriseret dokumentation, hvilket hjælper operatørerne med at opfylde disse lovkrav.
- Reduktion af hårdhed
- Ved at fordele varmen jævnt over svejseområdet hjælper induktionssystemer med at reducere hårdheden i den varmepåvirkede zone (HAZ) - et krav i nogle kodebestemte procedurer for at minimere risikoen for brintinduceret revnedannelse.
- Materialespecifikke krav
- Visse legerede ståltyper - såsom krom-moly (Cr-Mo) eller andre højstyrke lavlegerede (HSLA) ståltyper - kan kræve strenge termiske profiler. Induktions-PWHT giver mulighed for brugerdefineret temperaturstigning, holdetider og kontrolleret afkøling for at opnå den ønskede mikrostruktur.
4. Fordele ved Induktions-PWHT i rørledning Anvendelser
- Hurtigere opvarmningscyklusser
- Induktionsopvarmning leverer varme direkte og effektivt til svejsezonen, hvilket reducerer opvarmningstiden betydeligt sammenlignet med traditionelle metoder (som modstandsspoler eller gasfyrede ovne).
- Nøjagtig, ensartet varmefordeling
- Automatiserede kontrolsystemer muliggør præcis temperaturregulering og ensartet dækning omkring rørets omkreds. Denne homogenitet er afgørende for at opfylde mekaniske og metallurgiske krav.
- Mobilitet og nem opsætning
- Moderne induktions-PWHT-maskiner er designet til at være lette og bærbare, hvilket gør dem ideelle til brug i marken, hvor store ovne eller permanente opsætninger er upraktiske.
- Energieffektivitet
- Fordi induktionsopvarmning fokuserer energien på svejsezonen i stedet for at opvarme store omkringliggende områder, reduceres det samlede strømforbrug, hvilket resulterer i omkostningseffektivitet - især vigtigt for store rørledningsprojekter.
- Forbedret sikkerhed
- Induktionsvarmesystemer eliminerer behovet for åben ild eller miljøer med højtemperaturbrændsel, hvilket reducerer brandrisikoen og forbedrer sikkerheden på stedet.

- Induktionsvarmesystemer eliminerer behovet for åben ild eller miljøer med højtemperaturbrændsel, hvilket reducerer brandrisikoen og forbedrer sikkerheden på stedet.

5. Almindelige PWHT-procedurer for rørledninger med induktion
- Forvarmning
- Før svejsning kan induktionsteknologi også anvendes til forvarmning af rør eller fittings, især når der arbejdes med tykvæggede materialer eller materialer med høj styrke. Det hjælper med at forhindre hurtig afkøling og efterfølgende revnedannelse i svejseområdet.
- Kontrolleret opstart og opblødning
- Induktionsudstyr giver mulighed for brugerdefinerede varmetilførselshastigheder, som sikrer gradvis opvarmning af svejseforbindelsen. Når måltemperaturen (ofte i området 600-700 °C, afhængigt af materialet) er nået, holdes den i et bestemt tidsrum (iblødsætningstrinnet) for at aflaste indre spændinger.
- Kontrolleret nedkøling
- En gradvis nedkølingsfase er afgørende for at undgå dannelsen af sprøde mikrostrukturer. Med induktionssystemer kan operatørerne programmere afkølingshastigheden, så den opfylder specifikke materialekrav.
Brugsscenarier og fordele
- Trykbeholdere og rørledninger: Sikrer svejseintegritet i olie og gas, elproduktion og petrokemiske applikationer.
- Tung fabrikation: Aflaster restspændinger i store strukturer som skibssektioner, tunge maskinkomponenter og stålkonstruktioner.
- Reparationer og vedligeholdelse: Ideel til svejsereparationer på stedet (f.eks. turbiner, kedelrør og komplekse rørsystemer) uden at skulle skille store enheder ad.
- Overholdelse af regler: Mange standarder (ASME, AWS, EN) kræver varmebehandling efter svejsning for visse materialer og tykkelser for at sikre mekanisk integritet.
Nedenfor er en illustrativ tabel over tekniske parametre for induktions-PWHT-maskiner (Post Weld Heat Treatment) med en effekt på 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW og 300 kW. De faktiske specifikationer kan variere fra producent til producent, så behandl disse tal som typiske referenceværdier.
Tekniske parametre for induktions-PWHT-maskiner (60 kW til 300 kW)
| Parameter | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Effektvurdering | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Indgangsspænding (3-fase) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Udgangsfrekvensområde | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Nominel strøm (ca.) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Varmekanaler (Zoner) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Temperaturområde | Op til ~850 °C | Op til ~850 °C | Op til ~850 °C | Op til ~900 °C | Op til ~900 °C | Op til ~900 °C | Op til ~900 °C |
| Nøjagtighed for temperaturkontrol | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Afkølingsmetode | Luft- eller vandkølet Power Module | Luft- eller vandkølet Power Module | Vandkølet strømmodul | Vandkølet strømmodul | Vandkølet strømmodul | Vandkølet strømmodul | Vandkølet strømmodul |
| Arbejdscyklus (ved maksimal effekt) | ~80-100% (Kontinuerlig) | ~80-100% (Kontinuerlig) | ~80-100% (Kontinuerlig) | ~80-100% (Kontinuerlig) | ~80-100% (Kontinuerlig) | ~80-100% (Kontinuerlig) | ~80-100% (Kontinuerlig) |
| Kontrolsystem | PLC/HMI-berøringsskærm, datalogning | PLC/HMI-berøringsskærm, datalogning | PLC/HMI-berøringsskærm, datalogning | PLC/HMI-berøringsskærm, datalogning | PLC/HMI-berøringsskærm, datalogning | PLC/HMI-berøringsskærm, datalogning | PLC/HMI-berøringsskærm, datalogning |
| Dimensioner (L×B×H, ca.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Vægt (ca.) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Noter:
Noter:
- Indgangsspænding: Jo højere effekt, jo bredere kan det acceptable indgangsspændingsområde være (nogle modeller kan fungere ved op til 480 V eller 690 V).
- Udgangsfrekvens: Lavere frekvenser trænger dybere ind i materialet, hvilket ofte er en fordel for tykvæggede komponenter. Justerbar frekvens hjælper med at optimere varmefordelingen.
- Varmekanaler (zoner): Flere uafhængige kanaler giver mulighed for samtidig PWHT på flere samlinger eller mere komplekse geometrier.
- Afkølingsmetode: Mindre enheder bruger nogle gange tvungen luftkøling; enheder med højere effekt bruger oftest vand- eller glykolbaserede kølemiddelkredsløb.
- Arbejdscyklus: Angiver maskinens evne til at arbejde kontinuerligt ved fuld effekt. Det meste induktions-PWHT-udstyr tilbyder næsten kontinuerlig drift (80-100%), hvis det er tilstrækkeligt afkølet.
- Dimensioner og vægt: De varierer meget afhængigt af skabstype (åben ramme, kabinet), kølekonfiguration og ekstraudstyr (som kabelopbevaring eller integrerede spolesystemer).
Yderligere overvejelser om PWHT-udstyr til induktion
- Spole/induktortype: Fleksible tæpper, kabler eller stive spoler kan leveres, afhængigt af anvendelsen.
- Datalogning og rapportering: Mange systemer har indbyggede dataoptagere til præcis sporing af temperatur/tid, hvilket er afgørende for overholdelse af regler (f.eks. ASME, AWS).
- Termoelement-indgange: Understøtter typisk flere termoelementer til nøjagtig overvågning af forskellige svejsezoner.
- Sikkerhed og alarmer: Overtemperatur, lavt kølemiddelflow og registrering af jordfejl er standard sikkerhedsfunktioner.
For nøjagtige detaljer anbefales det at konsultere producenten eller leverandøren, som vil skræddersy parametre (som spoledesign, kontrolsoftware eller avancerede funktioner) til dine specifikke svejseprocedurer og materialekrav.
Konklusion
Induktionsbaseret varmebehandling efter svejsning (PWHT) er blevet en nøgleteknologi inden for rørledninger. Dens præcise, effektive og meget fleksible karakter sikrer, at svejsninger opfylder lovkrav, opretholder langsigtet strukturel integritet og reducerer risikoen for fejl. Uanset om de anvendes under nybyggeri, reparationsarbejde eller forebyggende vedligeholdelse, tilbyder induktions-PWHT-maskiner en stærk løsning på udfordringerne ved rørledningssvejsning - og hjælper med at sikre sikker, pålidelig transport af kritiske ressourcer i mange år fremover.



