






sistem de încălzire cu inducție magnetică
Descriere
Sistem de încălzire cu inducție magnetică IGBT
Caracteristici principale:
- Modul IGBT și tehnologii de inversare, performanțe mai bune, fiabilitate mai mare și costuri de întreținere mai mici;
- Ciclul de funcționare 100%, funcționarea continuă este permisă la puterea maximă de ieșire;
- starea de curent constant sau putere constantă poate fi selectată în mod corespunzător pentru a obține o eficiență de încălzire mai mare;
- afișarea puterii de încălzire și a curentului de încălzire și a frecvenței de oscilație;
- funcții de afișare multiplă, cu afișaje de supracurent, supratensiune, defecțiune de apă, defecțiune de fază și lad necorespunzător și așa mai departe, mașina poate fi protejată de distrugeri și mașinile pot fi reparate cu ușurință.
- simplu de instalat, instalarea poate fi făcută de o persoană neprofesionistă foarte ușor, conectarea la apă și energie poate fi finalizată în câteva minute.

- greutate redusă, dimensiuni mici.
- diferite forme și dimensiuni ale bobină de încălzire prin inducție poate fi schimbat cu ușurință pentru a încălzi diferite părți.
- avantajele modelului cu cronometru: puterea și timpul de funcționare al perioadei de încălzire și, respectiv, al perioadei de reținere pot fi presetate, pentru a realiza o curbă de încălzire simplă, acest model este sugerat să fie utilizat pentru producția pe loturi pentru a îmbunătăți repetabilitatea.
- modelele separate sunt proiectate pentru a se potrivi mediului murdar, generatorul poate fi pus într-un spațiu curat pentru a crește fiabilitatea; cu dimensiunea mică și greutatea redusă a transformatorului separat, este convenabil de utilizat în linia de producție și ușor de asamblat în interiorul mașinii sau mecanismului deplasat.
| Serie | Model | Putere de intrare Max | Curent de intrare Max | Frecvența de oscilație | Tensiunea de intrare | Ciclul de funcționare | |
| M.F . | DW-MF-15 Generator de inducție | 15KW | 23A | 1KHz-20KHz În funcție de aplicație | 3faze380V±10% | 100% | |
| Generator de inducție DW-MF-25 | 25KW | 36A | |||||
| DW-MF-35Generator de inducție | 35KW | 51A | |||||
| Generator de inducție DW-MF-45 | 45KW | 68A | |||||
| DW-MF-70 Generator de inducție | 70KW | 105A | |||||
| Generator de inducție DW-MF-90 | 90KW | 135A | |||||
| DW-MF-110 Generator de inducție | 110KW | 170A | |||||
| DW-MF-160 Generator de inducție | 160KW | 240A | |||||
| Generator de inducție DW-MF-300 | 300KW | 400A | |||||
| DW-MF-45 Inducție de încălzire Rod forjare cuptor | 45KW | 68A | 1KHz-20KHz | 3faze380V±10% | 100% | ||
| DW-MF-70 Inducție încălzire Rod forjare cuptor | 70KW | 105A | |||||
| DW-MF-90 Inducție de încălzire Rod forjare cuptor | 90KW | 135A | |||||
| DW-MF-110 Inducție încălzire Rod forjare cuptor | 110KW | 170A | |||||
| DW-MF-160 Inducție de încălzire Rod forjare cuptor | 160KW | 240A | |||||
| DW-MF-15 Cuptor de topire prin inducție | 15KW | 23A | 1K-20KHz | 3faze380V±10% | 100% | ||
| DW-MF-25 Cuptor de topire prin inducție | 25KW | 36A | |||||
| DW-MF-35 Cuptor de topire prin inducție | 35KW | 51A | |||||
| DW-MF-45 Cuptor de topire prin inducție | 45KW | 68A | |||||
| DW-MF-70 Cuptor de topire prin inducție | 70KW | 105A | |||||
| DW-MF-90 Cuptor de topire prin inducție | 90KW | 135A | |||||
| DW-MF-110 Cuptor de topire prin inducție | 110KW | 170A | |||||
| DW-MF-160 Cuptor de topire prin inducție | 160KW | 240A | |||||
| DW-MF-110 Echipament de călire prin inducție | 110KW | 170A | 1K-8KHz | 3faze380V±10% | 100% | ||
| DW-MF-160 Echipament de călire prin inducție | 160KW | 240A | |||||
| H.F . | Seria DW-HF-15 | DW-HF-15KW | 15KVA | 32A | 30-100KHz | Monofazat 220V | 80% |
| Seria DW-HF-25 | DW-HF-25KW-A | 25KVA | 23A | 20K-80KHz | 3faze380V±10% | 100% | |
| DW-HF-25KW-B | |||||||
| Seria DW-HF-35 | DW-HF-35KW-B | 35KVA | 51A | ||||
| Seria DW-HF-45 | DW-HF-45KW-B | 45KVA | 68A | ||||
| Seria DW-HF-60 | DW-HF-60KW-B | 60KVA | 105A | ||||
| Seria DW-HF-80 | DW-HF-80KW-B | 80KVA | 130A | ||||
| Seria DW-HF-90 | DW-HF-90KW-B | 90KVA | 160A | ||||
| Seria DW-HF-120 | DW-HF-120KW-B | 120KVA | 200A | ||||
| Seria DW-HF-160 | DW-HF-160KW-B | 160KVA | 260A | ||||
| U.H . F .
| DW-UHF-4.5KW | 4.5KW | 20A | 1.1-2.0MHz | Monofazat220V ±10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28A | |||||
| DW-UHF-10KW | 10KW | 15A | 100-500KHz | 3faze380V±10% | 100% | ||
| DW-UHF-20KW | 20KW | 30A | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45A | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60A | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90A | 50-150KHz | ||||
Aplicații
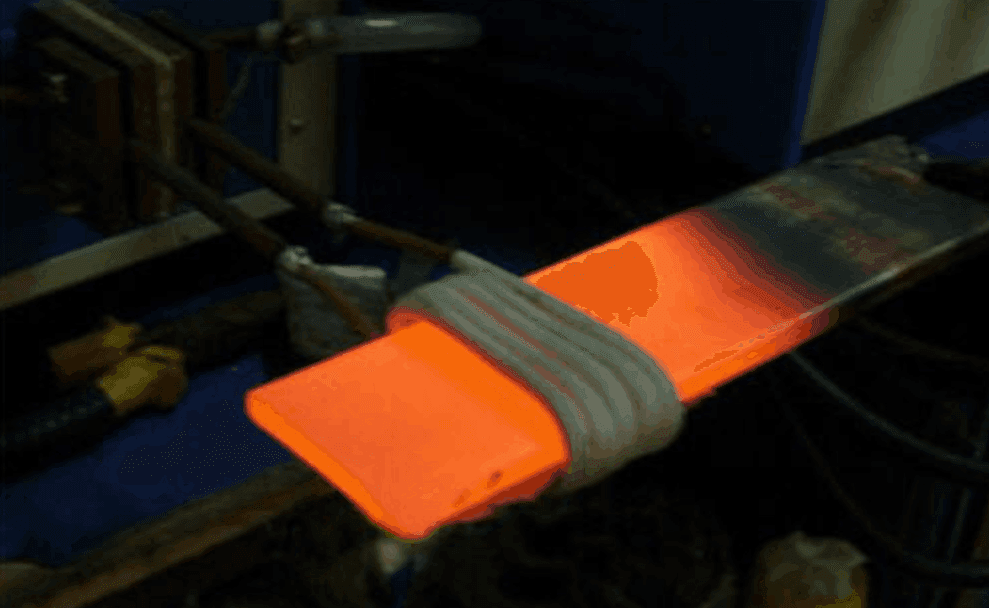
1.Încălzire (forjare la cald, montare la cald și topire)
Inducție Forjare la cald are ca scop fabricarea pieselor de prelucrat la o anumită temperatură (diferite materiale necesită temperaturi diferite) în alte forme prin intermediul presei de forjare cu ajutorul presei de perforare, al mașinii de forjare sau al altor echipamente, de exemplu, extrudarea la cald a carcasei ceasului, a flancului ceasului, a mânerului, a accesoriilor pentru matrițe, a articolelor de bucătărie și de masă, a articolelor de artă, a pieselor standard, a elementelor de fixare, a pieselor mecanice fabricate, a încuietorii din bronz, a niturilor, a pinului din oțel și a pinului.
Îmbinarea la cald se referă la conectarea diferitelor metale sau a metalelor cu nemetale prin încălzire pe baza principiului expansiunii la cald sau al topiturii la cald, de exemplu, sudarea încorporată a miezului de cupru al radiatorului calculatorului cu foaie de aluminiu și banda difuzorului, compusul de oțel și tubul de plastic, etanșarea foliei de aluminiu (coaja de pastă de dinți), rotorul motorului și etanșarea elementului tubular de încălzire electrică.
Topirea are ca scop principal topirea metalului în lichid prin utilizarea temperaturii ridicate, care se aplică în principal la topirea fierului, oțelului, cuprului, aluminiului, zincului, precum și a diferitelor metale nobile.
2.Tratament termic (călire de suprafață)
Cuptor pentru diverse feronerie și unelte, cum ar fi clește, cheie, ciocan, topor, unelte de înșurubare și foarfecă (foarfecă de livadă).
Quench pentru diverse accesorii pentru automobile și motociclete, cum ar fi arborele cotit, biela, știftul pistonului, roata cu lanț, roata din aluminiu, supapa, arborele brațului, arborele semi-drive, arborele mic și furculița.Diverse unelte electrice, cum ar fi unelte și axe.
Călire pentru mașini-unelte, cum ar fi platforma strungului și șina de ghidare.
Quench pentru diverse piese metalice hardware și piese prelucrate, cum ar fi arbore, angrenaj (roată de lanț), came, mandrină și clemă etc.
Quench pentru matrițe hardware, cum ar fi matrițe de dimensiuni mici, accesorii pentru matrițe și gaura interioară a matriței.
3.Sudare (sudare prin brazare, lipire cu argint și brazare)
Sudarea diverselor unelte de tăiere hardware, cum ar fi unelte diamantate, unelte abrazive, unelte de găurit, lame de ferăstrău din aliaj, freze din aliaj dur, freze de frezat, alezoare, unelte de planificare și biți cu centru solid.
Sudarea diferitelor gadgeturi mecanice hardware: Lipire cu argint și lipire prin inducție de metale de același soi sau de soiuri diferite, cum ar fi produse de toaletă și de bucătărie hardware, racorduri de cupru frigorifice, racorduri de decorare a lămpilor, racorduri de mucegai de precizie, mâner hardware, bătător de ouă, oțel aliat și oțel, oțel și cupru, precum și cupru și cupru.
Sudarea compusă a fundului de oală se aplică în principal la sudarea prin brazare a fundului de oală circular, pătrat, precum și a altor funduri de oală neregulate. Se aplică, de asemenea, la sudarea prin brazare a altor metale.
Sudarea discului de încălzire a ceainicului electric cu apă caldă se referă în principal la sudarea cu braze a bazei plate din oțel inoxidabil, a foii de aluminiu și a elementelor electrice tubulare de încălzire de diferite forme.
3.Recoacere (temperare și modulare)
Recoacerea diferitelor produse din oțel inoxidabil, cum ar fi bazinul din oțel inoxidabil, cutia recoaptă și extrudată, marginea pliată recoaptă, chiuveta recoaptă, tubul din oțel inoxidabil, vesela și cupa.
Recoacerea diferitelor alte piese metalice, cum ar fi capul mingii de golf, tacul, încuietoarea de alamă, fitingul de cupru hardware, mânerul cuțitului de bucătărie, lama, tigaia de aluminiu, găleata de aluminiu, radiatorul de aluminiu și diferite produse din aluminiu.
Principiul încălzirii prin inducție
Conversia frecvenței încălzire prin inducție electromagnetică sau, pe scurt, încălzirea prin inducție este o metodă de încălzire a materialelor metalice prin conversia frecvenței de alimentare cu energie electrică în cea a intervalului specific, pe baza principiului inducției electromagnetice. Se aplică în principal prelucrării la cald a metalelor, tratamentului termic, sudării și topirii. Acest tip de tehnică de încălzire se aplică, de asemenea, industriei de ambalare (cum ar fi sigilarea foliei de aluminiu utilizată în medicină și industria alimentară), materialelor semiconductoare (cum ar fi siliciul monocristalin extrudat și piesele metalice de fixare încălzite pentru geamurile auto). 
Bazele sistemului de încălzire prin inducție includ bobina de inducție, sursa de curent alternativ și piesele de lucru. Bobina de inducție poate fi fabricată în diferite forme, în funcție de diferitele obiecte încălzite. Bobina este conectată la sursa de alimentare care furnizează curent alternativ pentru bobină. Curentul alternativ deținut de bobină poate crea un câmp magnetic alternativ care trece prin piesele de prelucrat pentru a produce fluxul turbionar necesar pentru încălzire.
Avantajele sistemului de încălzire prin inducție manetică
- Încălzire rapidă: rata minimă de încălzire este mai mică de 1 secundă (rata de încălzire este disponibilă pentru ajustare și control).
- Acoperire largă a încălzirii: poate fi utilizat pentru a încălzi diverse piese metalice (înlocuiți bobina de inducție detașabilă în funcție de diferitele comutatoare de funcționare).
- Instalare ușoară: poate fi utilizat odată ce este conectat la sursa de alimentare, bobina de inducție, precum și conducta de alimentare cu apă și conducta ascendentă; este de dimensiuni mici și greutate redusă.
- Operare ușoară: puteți învăța să îl folosiți în câteva minute.
- Pornire rapidă: poate fi pornit pentru a efectua operațiunea de încălzire cu condiția ca alimentarea cu apă și energie electrică să fie disponibilă.
- Consum redus de energie: În comparație cu echipamentele convenționale de înaltă frecvență cu tub de vid, acesta poate economisi energie cu aproximativ 70%. Cu cât dimensiunea piesei de prelucrat este mai mică, cu atât consumul de energie va fi mai mic.
- Eficacitate ridicată:are caracteristici cum ar fi încălzirea uniformă (se poate regla distanța dintre bobinele de inducție pentru a asigura temperatura adecvată, conform cerințelor fiecărei părți a piesei de prelucrat), încălzirea rapidă și orizontul oxic limitat și poate proteja împotriva oricăror deșeuri după recoacere.
- Protecție cuprinzătoare:are funcții cum ar fi indicații de alarmă de suprapresiune, supracurent, supraîncălzire și lipsă de apă, precum și control și protecție automată.
- Temperatură controlabilă: este aplicabil pentru a controla temperatura de încălzire a pieselor de prelucrat în funcție de timpul de încălzire prestabilit și, astfel, pentru a controla temperatura de încălzire la un anumit punct tehnic.
- Proiectare cuprinzătoare la sarcină maximă: poate funcționa continuu timp de 24 de ore.
- Dimensiuni mici și greutate redusă: are o greutate de numai câteva zeci de kilograme, din care, spațiul de podea limitat poate salva în mod eficient spațiul atelierului.
- Eliminarea de înaltă tensiune: nu necesită transformator pas-up care poate produce aproximativ zece mii de tensiune și, astfel, poate asigura siguranța maximă.




