






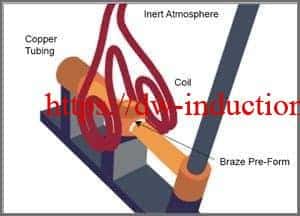
Inducție Brazare tub de cupru
Descriere
Inducție lipire tub de cupru cu înaltă frecvență RF echipamente de încălzire
Obiectivul cercetării
Pentru a încălzi un ansamblu de tuburi de cupru într-o atmosferă inertă la 1450 ° F în 45 de secunde pentru lipire fără flux sau spălare cu acid.
Piese și materiale Descriere
Ansamblu tub de cupru, vopsea de detectare a temperaturii, preforme de lipire
Temperatura necesară
1450°F
Echipamente de încălzire prin inducție
DW-UHF-10kW Sursă de alimentare pentru încălzire prin inducție, stație de încălzire la distanță cu doi condensatori de 1,25 microfarad (capacitate cumulată de 0,625 mfd.) și un inductor (bobină) special proiectat
Frecvența de funcționare
400kHz
Procedura de încălzire
Testarea a fost efectuată în ABS Mark 2, conținând un amestec de gaz 95% Argon și 5% Hidrogen. A fost utilizat un inductor elicoidal cu patru spire, special conceput, pentru a asigura încălzirea optimă a zonei de îmbinare a ansamblului tubular. După efectuarea testelor inițiale cu piese goale și vopsele de detectare a temperaturii pentru a stabili timpul până la temperatură și profilurile de încălzire, a fost atinsă o temperatură de 1450 °F în 45 de secunde pentru a topi preformele de lipire.
Concluzie
Rezultate reușite au fost obținute la 1450 °F în 45 de secunde. Deoarece căldura trece prin ansamblul de tuburi, îmbinările ulterioare ale aceluiași ansamblu ar necesita mai puțin timp. Brazarea ansamblurilor de tuburi de cupru este o aplicație excelentă pentru încălzire prin inducție.




