lipirea cuprului pe oțel inoxidabil
Descriere
Obiectiv
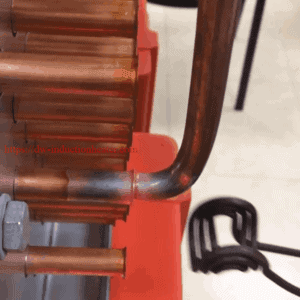
Brazarea prin inducție a țevilor de cupru cu țevi din oțel inoxidabil. Pompe și carcase criogenice.

Echipament
DW-HF-15kw/25KW/45KW echipamente de încălzire prin inducție

Test 1
Materiale
Pompe criogenice și carcase - Capac de cupru (2" (25.4mm) OD, 3" (76.2mm) lungime, 0.15" (3.81mm) grosime perete, se află pe arbore din oțel inoxidabil 1.4" (3.81mm) adâncime), arbore din oțel inoxidabil (1.7" (43.18mm) OD, 6" (152.4mm) lungime și atașat la masa mai mare când se termină, 0.1" (2.54mm) grosime).
Putere: 25 kW
Temperatura: 1145°F +(618°C)
Timp: Sub 40 de secunde

Test 2
Materiale
Pompe criogenice și carcase - Manșon din cupru (3.6" (91.44mm) OD, perete gros de 0.1" (2.54mm) cu o înălțime de 2.7" (68.5mm), buză de 3.8" (96.52mm) OD în partea de jos cu o înălțime de 0.6" (15.2mm) și o grosime de aproximativ 0.85" (21.5 mm), partea cu buza are o înălțime totală de 3,14" (79,7 mm), axul din oțel inoxidabil are o adâncime de 2,66" (67,5 mm), ax din oțel inoxidabil (diametru exterior de 3,4" (86,3 mm), diametru interior de 3,2" (81,2 mm), înălțime de peste 7,5" (190,5 mm), are un capac și un ax mai mici atașate la un capăt și o bază mai mare de 8" (203,2 mm) la celălalt)
Putere: 16.06kW
Temperatura: 1145°F + (618°C)
Timp: 1 minut 30 de secunde până la 3 minute

Test 3
Materiale
8" (71,1mm) înălțime totală, axul din oțel inoxidabil se află la 2,66" (67,5mm) adâncime), ax din oțel inoxidabil (3,35" (85,0mm) OD, 3,2" (81,2mm) ID, peste 7,5" (190,5mm) înălțime, are un capac și un ax mai mici atașate la un capăt și o bază mai mare de 5,5" (139,7mm) la celălalt)
Putere: 9.09kW
Temperatura: 1145°F + (618°C)
Timp: aproximativ 20 până la 30 de secunde

Test 4
Materiale
Pompe și carcase criogenice - Capac de cupru (2,7" (68,5 mm) OD, 2,85" (72,3 mm) înălțime, 0,6" (15,2 mm) perete, așezat pe un arbore din oțel inoxidabil de 1,4" (35,5 mm) adâncime), arbore din oțel inoxidabil (1,54" (39,1 mm) OD, 0,9" (22,8 mm) perete gros, 6,5″ (165.1mm) înălțime și atașat la masa mai mare atunci când se termină) capac suplimentar din oțel inoxidabil pe cealaltă parte a cuprului, 2.44" (61.9mm) OD, 0.8" (20.3mm) înălțime sau mai mult, 0.88" (22.35mm) tijă pe partea de sus care este 1.4" (35.5mm) înălțime cu 0.66" (16.7mm) ID
Putere: 14kW
Temperatura: 1145°F + (618°C)
Timp: 1 minut 50 de secunde

Rezultate și concluzii:
Test 1: Testul a început cu o putere mult mai mică și a crescut până la 25 kW după 15 secunde. Lipirea prin inducție a avut succes.
Se recomandă utilizarea unei bobine mai strânse care să înconjoare doar jumătate din capacul de cupru. Acest lucru ar concentra căldura doar în locul în care se află aliajul și ar trebui să reducă timpul de încălzire.
Test 2: Testul a fost efectuat cu o bobină supradimensionată din cauza problemelor de spațiu create de buza de pe piesă. Timpul aproximativ pentru ciclul complet este de 20 până la 30 de secunde. Frecvența mai mică a părut a fi benefică pentru aplicație, determinând câmpul să pătrundă mai adânc dincolo de cupru și în oțel, rezultând în timpi de încălzire mai rapizi.
Test 3: Testul a fost efectuat cu 14 kW pentru a simula ciclul de timp necesar pentru DW-HF-15KW sistem de încălzire prin inducție. Această parte va necesita cel mai lung timp de încălzire din cauza masei cuprului. Timpul de încălzire poate fi redus prin utilizarea unei surse de alimentare mai mari.
Timpii de încălzire pentru toate testele pot fi îmbunătățiți prin optimizarea bobine de încălzire prin inducție pentru piesele specifice și prin scăderea frecvenței. Un regulator de temperatură și un pirometru sunt puternic recomandate pentru a se asigura că piesele nu sunt deteriorate dacă se utilizează un sistem de inducție mai mare. Dacă utilizați un sistem de încălzire prin inducție de 15 kW, regulatorul de temperatură și pirometrul sunt în continuare recomandate, dar riscul de deteriorare a pieselor este redus.