lipirea plăcilor de cupru îmbinări prin suprapunere
Descriere
Obiectiv
Obiectivul testului de aplicare este de a brasa îmbinări de suprapunere a plăcilor de cupru și alamă cu inducție pentru a înlocui funcționarea torței. Îmbinările prin suprapunere pot fi alamă cu alamă sau cupru cu cupru.

Procesul actual cu torță are ca rezultat contaminarea excesivă a ansamblului și necesită o reprelucrare extinsă după operația de lipire.
Echipament
DW-HF-25kw mașină de încălzire prin inducție

Materiale
- Plăci de cupoane din cupru și alamă
- Aliaj de lipire - EZ Flo 45

Parametrii cheie - plăci de cupru
Putere: 15 kW
Căldură până la temperatură: Aproximativ 1350° F (732° C)
Timp: Timp mediu - 2 minute

Proces și rezultate:
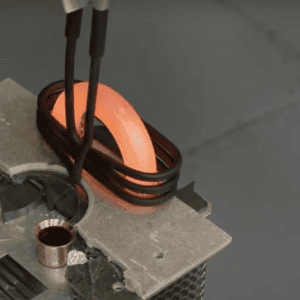
- Sârma de brasare EZ Flo 45 a fost tăiată în lungimi de 50,8 mm (2") și plasată în zona de interfață.
- Ansamblurile au fost instalate (a se vedea fotografiile) și încălzite cu încălzire prin inducție pentru un timp mediu de 2 minute pentru a fluidiza aliajul și a realiza brazarea.

Parametrii cheie - Plăci de cupon din cupru alamă
Putere: 15 kW
Încălzire la temperatură: Aproximativ 1350° F (732° C)
Timp: Timp mediu - 2 minute

Proces și rezultate:
- Sârma de brasare EZ Flo 45 a fost tăiată în lungimi de 50,8 mm (2") și plasată în zona de interfață.
- Ansamblurile au fost pregătite (a se vedea fotografiile) și încălzite pentru o perioadă medie de 2 minute pentru a fluidiza aliajul și a obține lipire prin inducție.