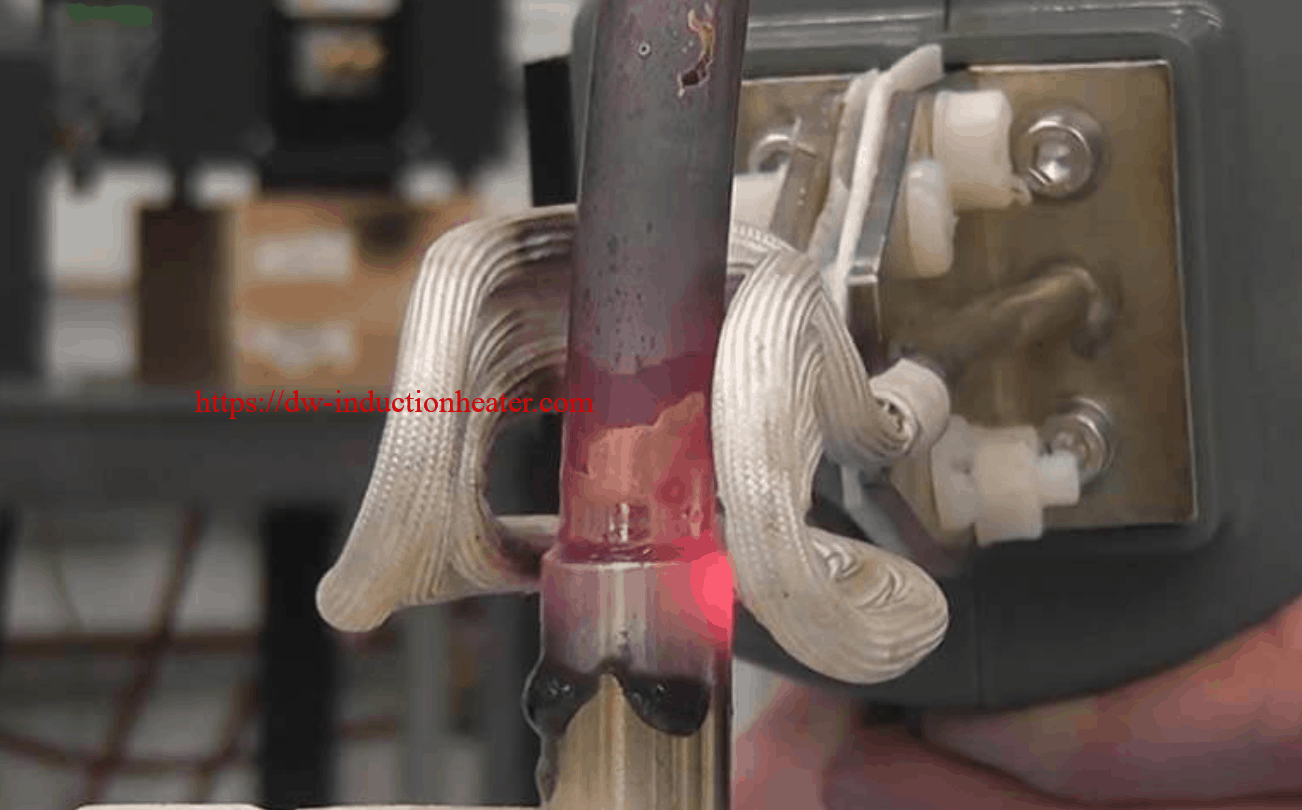
HLQ Sistemas de aquecimento por indução são sistemas de valor acrescentado que podem ser instalados diretamente na célula de fabrico, reduzindo o desperdício e os resíduos e sem a necessidade de maçaricos. Os sistemas podem ser configurados para controlo manual, semi-automático e até sistemas totalmente automatizados. Os sistemas de brasagem e solda por indução da HLQ fornecem repetidamente juntas limpas e sem vazamentos para uma ampla gama de peças, incluindo linhas de combustível, trocadores de calor, distribuidores de gás, coletores, ferramentas de metal duro e muito mais.

Princípios de brasagem e soldadura por indução
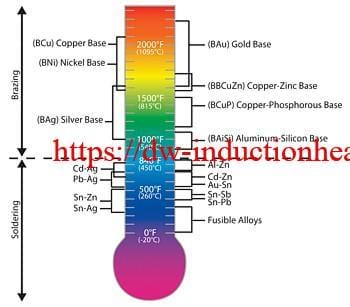
A brasagem e a soldadura são processos de união de materiais semelhantes ou dissemelhantes utilizando um material de enchimento compatível. Os metais de adição incluem o chumbo, o estanho, o cobre, a prata, o níquel e as suas ligas. Apenas a liga derrete e solidifica durante estes processos para unir os materiais de base da peça de trabalho. O metal de enchimento é puxado para a junta por ação capilar. Os processos de soldadura são realizados a temperaturas inferiores a 450°C (840°F), enquanto as aplicações de brasagem são realizadas a temperaturas superiores a 450°C (840°F) e até 1150°C (2100°F).
 O sucesso destes processos depende da conceção do conjunto, da folga entre as superfícies a unir, da limpeza, do controlo do processo e da seleção correta do equipamento necessário para realizar um processo repetível.
O sucesso destes processos depende da conceção do conjunto, da folga entre as superfícies a unir, da limpeza, do controlo do processo e da seleção correta do equipamento necessário para realizar um processo repetível.
A limpeza é normalmente obtida através da introdução de um fluxo que cobre e dissolve a sujidade ou os óxidos, deslocando-os da junta de brasagem.
Materiais de enchimento para brasagem por indução
Os metais de adição para brasagem por indução podem apresentar-se numa variedade de formas, formatos, tamanhos e ligas, dependendo da sua utilização prevista. Fita, anéis pré-formados, pasta, arame e anilhas pré-formadas são apenas algumas das formas e ligas que podem ser encontradas.

A decisão de utilizar uma determinada liga e/ou forma depende em grande medida dos materiais de base a unir, da colocação durante o processamento e do ambiente de serviço a que se destina o produto final.
Muitas operações são agora conduzidas numa atmosfera controlada com uma manta de gás inerte ou uma combinação de gases inertes/activos para proteger a operação e eliminar a necessidade de um fluxo. Estes métodos têm sido comprovados numa grande variedade de materiais e configurações de peças, substituindo ou complementando a tecnologia de fornos atmosféricos com um processo de fluxo de peça única "just in time".
A folga afecta a resistência
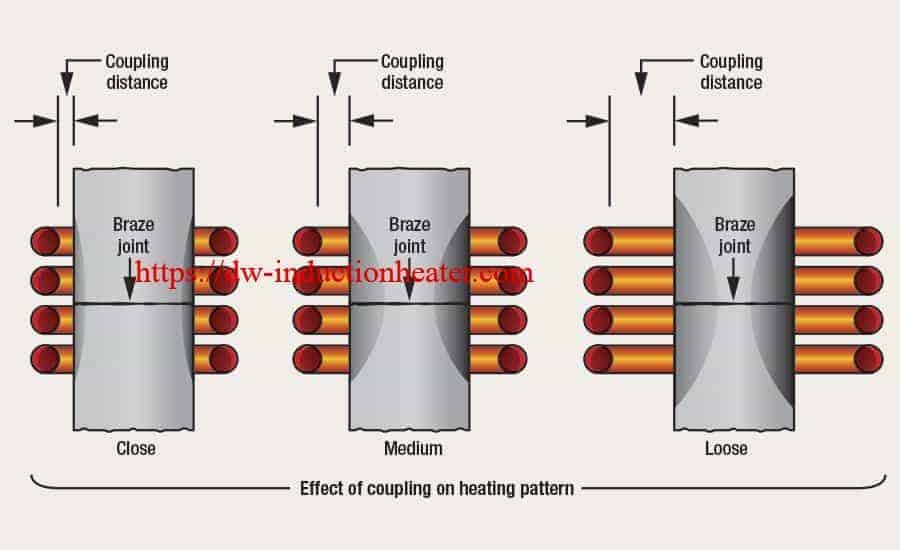
A folga entre as superfícies a unir determina a quantidade de liga de brasagem, a ação capilar / penetração da liga e, subsequentemente, a resistência da junta acabada. A melhor condição de ajuste para aplicações convencionais de brasagem de prata é uma folga total de 0,002 polegadas (0,050 mm) a 0,005 polegadas (0,127 mm). O alumínio é tipicamente 0,004 polegadas (0,102 mm) a 0,006 polegadas (0,153 mm). As folgas maiores, até 0,015 polegadas (0,380 mm), normalmente não têm ação capilar suficiente para uma soldadura bem sucedida.
![]()
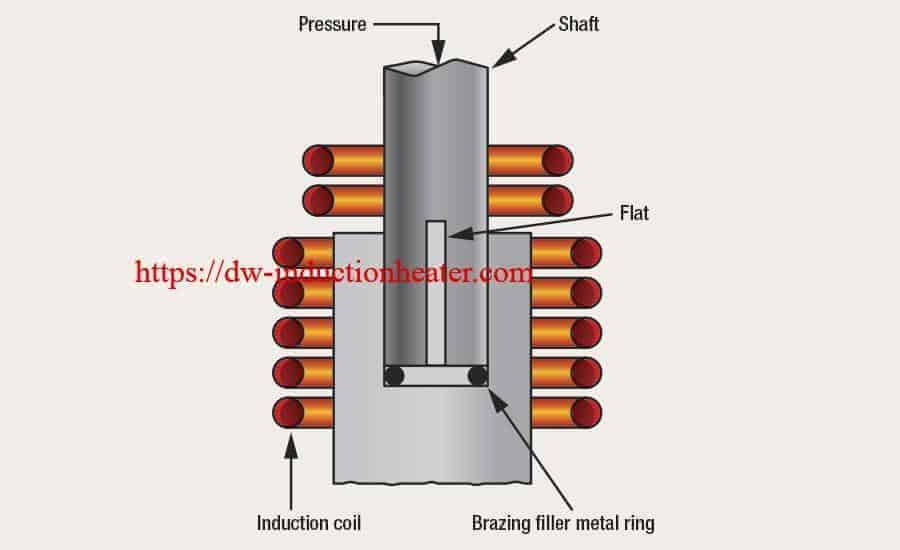
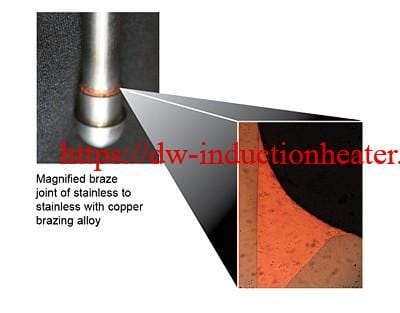
A brasagem com cobre (acima de 1650°F / 900°C) requer que a tolerância da junta seja mantida a um mínimo absoluto e, em alguns casos, que seja feita por pressão à temperatura ambiente para garantir tolerâncias mínimas da junta enquanto estiver à temperatura de brasagem.
O aquecimento por indução provou ser uma ajuda valiosa no processo de união por muitas razões. O aquecimento rápido e o controlo preciso do calor oferecem a possibilidade de aquecimento localizado de componentes de elevada resistência sem alterar significativamente as propriedades do material. Também permite a brasagem de materiais difíceis, como o alumínio, e a brasagem sequencial de várias ligas e a soldadura de juntas muito próximas.
O aquecimento por indução em aplicações de brasagem e soldadura é facilmente adaptável a métodos de linha de produção, permitindo a disposição estratégica do equipamento numa linha de montagem e, se necessário, o aquecimento por controlo remoto. Frequentemente, a brasagem e a soldadura por indução permitem uma redução do número necessário de dispositivos de fixação de peças, com o aquecimento mínimo dos dispositivos a aumentar a vida útil e a manter a precisão no alinhamento dos componentes a unir. Uma vez que os operadores não precisam de guiar a fonte de aquecimento por indução, ambas as mãos ficam livres para preparar os conjuntos para a união.
 HLQ equipamento de brasagem por indução oferece qualidade, consistência, rendimento configurável e ferramentas de troca rápida para várias necessidades de produção. A linha de produtos de brasagem e soldadura por indução da Radyne oferece soluções standard para a brasagem:
HLQ equipamento de brasagem por indução oferece qualidade, consistência, rendimento configurável e ferramentas de troca rápida para várias necessidades de produção. A linha de produtos de brasagem e soldadura por indução da Radyne oferece soluções standard para a brasagem:
Alumínio
Cobre
Latão
Aço inoxidável
Carboneto
E mais...