
Soldadura por pré-aquecimento por indução de peças automóveis
Descrição
Pré-aquecimento por indução Soldagem de peças automotivas com equipamento de aquecimento por indução
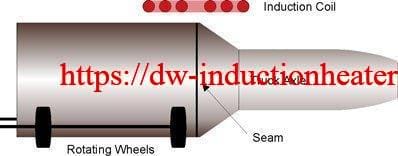
Objetivo Pré-aquecer a costura de um eixo de camião a mais de 300°F em 15 segundos para uma aplicação de soldadura e manter a temperatura na zona de soldadura durante 15 segundos após a alimentação
desligado.
Material Eixo de camião em aço; tinta com indicação de temperatura de 350° e 400°F; "lápis de cera" com indicação de temperatura de 350°, 375° e 400°F
Temperatura 350°F
Frequência 75 kHz
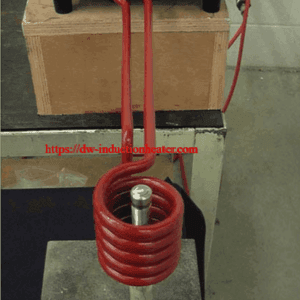
Equipamento Fonte de alimentação DW-HF-35kW, estação de calor remota com quatro condensadores de 1,2 μF e uma bobina de indução tipo panqueca especialmente concebida.
Processo Foi construído um dispositivo para rodar o eixo 400° em 15 segundos e a bobina de indução foi colocada por cima do eixo. A circunferência do eixo (abaixo da bobina) foi pintada com tinta indicadora de temperatura de 350° e 400°F. Enquanto o eixo estava a ser rodado, foi aplicada energia de RF durante 15 segundos. Todos os
da tinta derretida, confirmando que a temperatura do eixo estava acima de 400°F. A energia de RF foi desligada e os "lápis de cera" de temperatura foram imediatamente colocados contra o eixo para monitorizar a temperatura. O lápis de 400°F não derreteu; o lápis de 375°F derreteu durante 15 segundos; o lápis de 350°F derreteu durante 30
segundos.
Resultados O eixo de aço foi aquecido a mais de 400°F em 15 segundos e as temperaturas acima de 350°F foram mantidas durante 30 segundos após a energia ter sido desligada, cumprindo os requisitos da aplicação de soldadura.