






Barril de aquecimento por indução para extrusora de plástico e máquina de moldagem por injeção
Descrição
O barril de aquecimento por indução oferece maior poupança de energia, fiabilidade e resposta mais rápida.
Poupanças de energia espectaculares, fiabilidade superior e uma resposta muito mais rápida do que as bandas de aquecimento convencionais são algumas das vantagens oferecidas por uma banda de aquecimento recentemente desenvolvida. sistema de aquecimento por indução. O sistema de aquecimento utiliza a indução electromagnética - um princípio antigo e bem conhecido utilizado para aquecer grandes fornos industriais, máquinas especiais para moldagem por injeção de metal fundido, moldes termoendurecíveis e alguns bicos japoneses de canal quente. No entanto, é um conceito relativamente novo para o aquecimento de barris de máquinas de extrusão de plásticos e de moldagem por injeção.
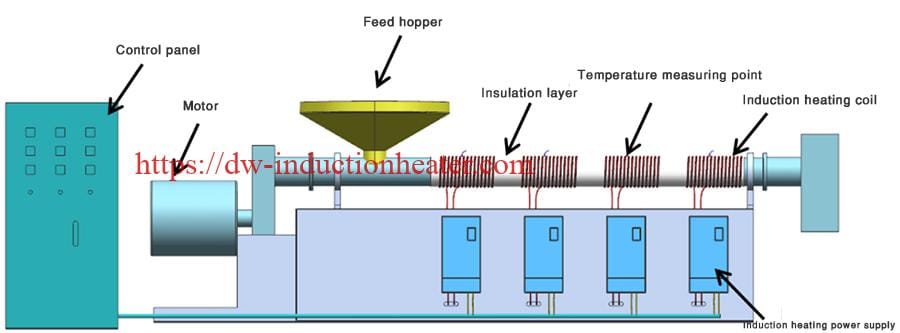
 O sistema de aquecimento por indução electromagnética, introduzido por Equipamento de indução HLQ Co da China transforma o próprio barril de aço num aquecedor de resistência, gerando correntes de Foucault eléctricas no metal próximo da superfície exterior do tubo do barril. Essas correntes de Foucault são induzidas pela corrente eléctrica que passa através de um cabo enrolado numa bobina contínua à volta do barril, mas sem lhe tocar. Embora o custo inicial seja superior ao das bandas de aquecimento, o aquecimento por indução paga-se a si próprio de várias formas, e também a um ritmo mais rápido, dependendo do tamanho da máquina. As medições laboratoriais indicam que a eficiência de aquecimento (em relação à energia consumida) das bandas de aquecimento de mica típicas na gama de processamento de 200-300 graus C (comum na moldagem por injeção) é provavelmente de apenas 40-60%, enquanto a de uma banda de aquecimento de cerâmica pode ser 10-15% superior. A energia restante é desperdiçada por radiação e convecção para o ambiente circundante. Para além disso, uma banda de mica nova perde cerca de 10% da sua eficiência inicial após as primeiras 6 horas de utilização porque escurece, aumentando a emissividade da sua superfície e as consequentes perdas por radiação. Em temperaturas de barril mais elevadas para resinas de engenharia, a eficiência cai ainda mais.
O sistema de aquecimento por indução electromagnética, introduzido por Equipamento de indução HLQ Co da China transforma o próprio barril de aço num aquecedor de resistência, gerando correntes de Foucault eléctricas no metal próximo da superfície exterior do tubo do barril. Essas correntes de Foucault são induzidas pela corrente eléctrica que passa através de um cabo enrolado numa bobina contínua à volta do barril, mas sem lhe tocar. Embora o custo inicial seja superior ao das bandas de aquecimento, o aquecimento por indução paga-se a si próprio de várias formas, e também a um ritmo mais rápido, dependendo do tamanho da máquina. As medições laboratoriais indicam que a eficiência de aquecimento (em relação à energia consumida) das bandas de aquecimento de mica típicas na gama de processamento de 200-300 graus C (comum na moldagem por injeção) é provavelmente de apenas 40-60%, enquanto a de uma banda de aquecimento de cerâmica pode ser 10-15% superior. A energia restante é desperdiçada por radiação e convecção para o ambiente circundante. Para além disso, uma banda de mica nova perde cerca de 10% da sua eficiência inicial após as primeiras 6 horas de utilização porque escurece, aumentando a emissividade da sua superfície e as consequentes perdas por radiação. Em temperaturas de barril mais elevadas para resinas de engenharia, a eficiência cai ainda mais.
Em contrapartida, a HLQ mede a eficiência do aquecimento por indução em cerca de 95%. As perdas por radiação são minimizadas pelas mangas isolantes, que atingem uma temperatura de cerca de 60-70 graus C durante o funcionamento. As bobinas de indução de baixa resistência permanecem suficientemente frias para serem tocadas.

Onde é que o aquecimento por indução pode ser utilizado?
Aplica-se principalmente a máquinas de injeção, extrusão, filmagem por sopro, trefilagem, granulação e reciclagem, etc. A aplicação do produto inclui filme, folha, perfil, matéria-prima, etc. Pode ser utilizado para aquecer o barril, a flange, a cabeça da matriz, o parafuso e outras partes das máquinas. É excelente na poupança de energia e arrefecimento do ambiente de trabalho.
Aquecimento por indução é o processo de aquecimento de um objeto condutor de eletricidade (normalmente um metal) por indução electromagnética, em que se geram correntes de Foucault no metal e a resistência conduz ao aquecimento do metal por efeito de Joule. A própria bobina de indução não é aquecida. O objeto gerador de calor é o próprio objeto aquecido.

Porquê e como o barril de aquecimento por indução pode poupar energia?
Atualmente, a maioria das máquinas de plástico utiliza o método convencional de aquecimento por resistência, em que o fio de resistência é aquecido e depois transfere o calor para o tambor através da tampa do aquecedor, pelo que apenas o calor próximo da superfície do tambor pode ser transferido para o tambor e o calor próximo da tampa do aquecedor é perdido para o ar, o que provoca um aumento da temperatura ambiente.
Aquecedor de indução Quando o barril é aquecido e o calor é mínimo, há uma eficiência térmica muito alta e uma perda mínima de calor para o ambiente, onde a economia de energia pode chegar a 30-80%. Devido ao fato de que a bobina de indução não está produzindo nenhum calor alto e também não há fio de resistência que se oxida e faz com que o aquecedor queime, o aquecedor de indução tem uma vida útil mais longa e também menos manutenção.
 Quais são as vantagens do barril de aquecimento por indução?
Quais são as vantagens do barril de aquecimento por indução?

- Eficiência energética 30%-85%
Atualmente, as máquinas de transformação de plástico utilizam principalmente elementos de aquecimento por resistência que podem produzir uma grande quantidade de calor irradiado para o ambiente. O aquecimento por indução é uma alternativa ideal para resolver este problema. A temperatura da superfície da bobina de aquecimento por indução varia entre 50ºC e 90ºC, as perdas de calor são significativamente minimizadas, proporcionando uma poupança de energia de 30%-85%. O efeito de poupança de energia é, portanto, mais óbvio quando o sistema de aquecimento por indução é utilizado em equipamentos de aquecimento de alta potência. - Segurança
A utilização do sistema de aquecimento por indução permite que a superfície da máquina seja segura ao toque, o que significa que pode evitar queimaduras que ocorrem frequentemente em máquinas de plástico que utilizam elementos de aquecimento por resistência, proporcionando um local de trabalho seguro para os operadores. - Aquecimento rápido, elevada eficiência de aquecimento
Em comparação com o aquecimento por resistência, cuja eficiência de conversão de energia é de aproximadamente 60%, o aquecimento por indução tem uma eficiência superior a 98% na conversão de eletricidade em calor. - Temperatura mais baixa no local de trabalho, maior conforto de funcionamento
Após a utilização do sistema de aquecimento por indução, a temperatura de toda a oficina de produção é reduzida em mais de 5 graus. - Longa vida útil
Ao contrário dos elementos de aquecimento por resistência, que têm de trabalhar durante muito tempo a alta temperatura, o aquecimento por indução funciona a uma temperatura próxima da ambiente, prolongando assim eficazmente a vida útil. - Controlo preciso da temperatura, elevada taxa de qualificação do produto
O aquecimento por indução proporciona uma inércia térmica baixa ou nula, pelo que não causará o excesso de temperatura. E a temperatura pode permanecer no valor definido de 0,5 graus de diferença.
 Qual é a superioridade do barril de aquecimento por indução para extrusão de plástico em comparação com os aquecedores tradicionais?
Qual é a superioridade do barril de aquecimento por indução para extrusão de plástico em comparação com os aquecedores tradicionais?

| Aquecedor de indução | Aquecedores tradicionais | |
| Método de aquecimento | O aquecimento por indução é o processo de aquecimento de um objeto condutor de eletricidade (normalmente um metal) por indução electromagnética, em que se geram correntes de Foucault no metal e a resistência leva ao aquecimento do metal por efeito de Joule. A própria bobina de indução não é aquecida. O objeto gerador de calor é o próprio objeto aquecido | Os fios de resistência são aquecidos diretamente e o calor é transferido por contacto. |
| tempo de aquecimento | Aquecimento mais rápido, maior eficiência | aquecimento mais lento, menor eficiência |
| Taxa de poupança de energia | Poupar a taxa de energia 30-80%, reduzir a temperatura de trabalho | Não é possível poupar energia |
| Instalação | Fácil de instalar | Fácil de instalar |
| Funcionamento | Fácil de utilizar | Fácil de utilizar |
| Manutenção | A caixa de controlo é fácil de substituir sem desligar a máquina | Fácil de substituir, mas tem de desligar a máquina |
| Controlo da temperatura | Inércia térmica reduzida e controlo preciso da temperatura, uma vez que o aquecedor não se aquece sozinho. | Grande inércia térmica, baixa precisão no controlo da temperatura |
| Qualidade do produto | Maior qualidade do produto devido ao controlo preciso da temperatura | Menor qualidade do produto |
| Segurança | A bainha exterior é segura ao toque, a temperatura da superfície é mais baixa, não há fugas eléctricas. | A temperatura na bainha exterior é muito mais elevada, sendo fácil queimar-se. Fuga de eletricidade em caso de funcionamento incorreto. |
| Vida útil do aquecedor | 2-4 anos | 1-2 anos |
| Vida útil do tambor e do parafuso | Vida útil mais longa para o cilindro, parafuso, etc. devido à menor frequência de substituição dos aquecedores. | Vida útil mais curta para o tambor, parafuso, etc. |
| Ambiente | Temperatura ambiente mais baixa; Sem ruído | Temperatura ambiente muito mais elevada e muito ruído |
Cálculo da potência de aquecimento por indução
No caso de se conhecer a potência de aquecimento do sistema de aquecimento existente, selecionar uma potência adequada de acordo com a taxa de carga
- Taxa de carga ≤ 60%, a potência aplicável é 80% da potência original;
- Taxa de carga entre 60%-80%, selecionar a potência original;
- Taxa de carga > 80%, a potência aplicável é 120% da potência original;
Quando a potência de aquecimento do sistema de aquecimento existente é desconhecida
- Para a máquina de moldagem por injeção, máquina de película soprada e máquina de extrusão, a potência deve ser calculada como 3W por cm2 de acordo com a área de superfície real do cilindro (barril);
- Para a máquina de peletização de corte a seco, a potência deve ser calculada como 4W por cm2 de acordo com a área de superfície real do cilindro (barril);
- Para a máquina de peletização de corte húmido, a potência deve ser calculada como 8W por cm2 de acordo com a área de superfície real do cilindro (barril);
Por exemplo: diâmetro do cilindro 160mm, comprimento 1000mm (ou seja, 160mm=16cm, 1000mm=100cm)
Cálculo da área da superfície do cilindro: 16*3,14*100=5024cm²
Calculando como 3W por cm2: 5024*3=15072W, ou seja, 15kW




