
Aplicações do processo de superfície de endurecimento por indução
O que é o endurecimento por indução?
Endurecimento por indução é uma forma de tratamento térmico em que uma peça metálica com um teor de carbono suficiente é aquecida no campo de indução e depois arrefecida rapidamente. Isto aumenta tanto a dureza como a fragilidade da peça. O aquecimento indutivo permite-lhe um aquecimento localizado a uma temperatura pré-determinada e permite-lhe controlar com precisão o processo de endurecimento. A repetibilidade do processo é assim garantida. Normalmente, o endurecimento por indução é aplicado a peças metálicas que precisam de ter uma grande resistência ao desgaste superficial, mantendo ao mesmo tempo as suas propriedades mecânicas. Após a realização do processo de endurecimento por indução, a peça metálica tem de ser temperada em água, óleo ou ar, de modo a obter propriedades específicas da camada superficial.

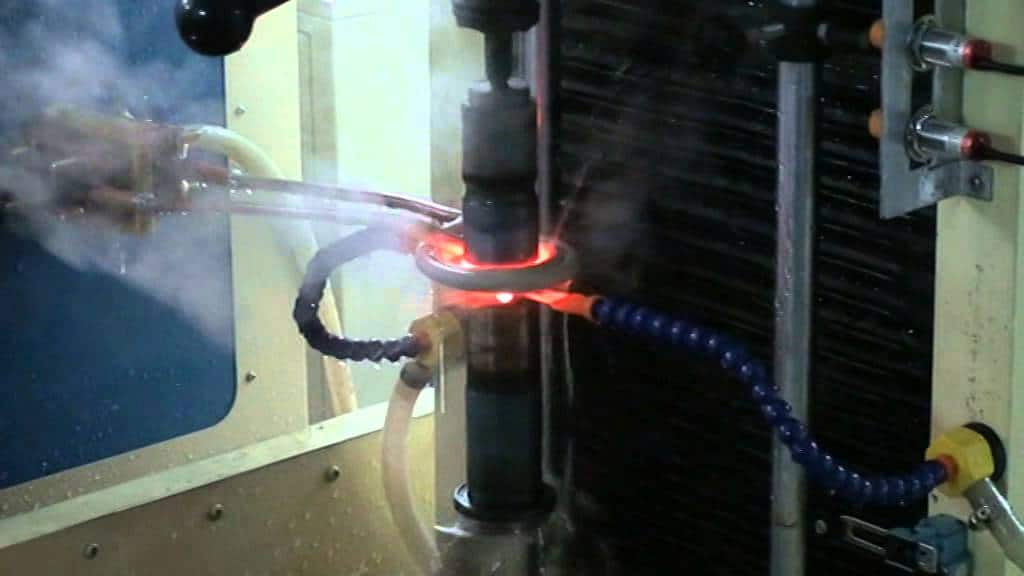
Endurecimento por indução é um método para endurecer rápida e seletivamente a superfície de uma peça metálica. Uma bobina de cobre que transporta um nível significativo de corrente alternada é colocada perto (sem tocar) a peça. O calor é gerado na superfície e perto dela por correntes de Foucault e perdas por histerese. O arrefecimento, normalmente à base de água com uma adição, como um polímero, é direcionado para a peça ou esta é submersa. Isto transforma a estrutura em martensite, que é muito mais dura do que a estrutura anterior.
Um tipo popular e moderno de equipamento de endurecimento por indução é chamado de scanner. A peça é mantida entre centros, girada e passada através de uma bobina progressiva que fornece calor e têmpera. O arrefecimento é dirigido por baixo da bobina, pelo que qualquer área da peça é rapidamente arrefecida imediatamente após o aquecimento. O nível de potência, o tempo de permanência, a velocidade de varrimento (avanço) e outras variáveis do processo são controlados com precisão por um computador.
Processo de endurecimento por cementação utilizado para aumentar a resistência ao desgaste, a dureza da superfície e a vida à fadiga através da criação de uma camada de superfície endurecida, mantendo a microestrutura do núcleo inalterada.
Endurecimento por indução é utilizado para aumentar as propriedades mecânicas dos componentes ferrosos numa área específica. As aplicações típicas são o grupo motopropulsor, a suspensão, os componentes do motor e as peças estampadas. O endurecimento por indução é excelente para reparar reclamações de garantia/falhas de campo. As principais vantagens são as melhorias na força, fadiga e resistência ao desgaste numa área localizada sem ter de redesenhar o componente.
Processos e indústrias que podem se beneficiar do endurecimento por indução:
Tratamento térmico
Endurecimento da corrente
Endurecimento de tubos e canos
Construção naval
Aeroespacial
Caminho de ferro
Automóvel
Energias renováveis

Benefícios do endurecimento por indução:
Preferido para componentes sujeitos a cargas pesadas. A indução confere uma elevada dureza superficial com uma caixa profunda capaz de suportar cargas extremamente elevadas. A resistência à fadiga é aumentada pelo desenvolvimento de um núcleo macio rodeado por uma camada exterior extremamente resistente. Estas propriedades são desejáveis para peças que sofrem cargas de torção e superfícies que sofrem forças de impacto. O processamento por indução é efectuado uma peça de cada vez, permitindo um movimento dimensional muito previsível de peça para peça.
Controlo preciso da temperatura e da profundidade de endurecimento
Aquecimento controlado e localizado
Facilmente integrado nas linhas de produção
Processo rápido e repetível
Cada peça de trabalho pode ser endurecida através de parâmetros precisos e optimizados
Processo energeticamente eficiente
Componentes de aço e de aço inoxidável que podem ser endurecidos por indução:
Fixadores, flanges, engrenagens, chumaceiras, tubos, pistas interiores e exteriores, cambotas, árvores de cames, anilhas, veios de transmissão, veios de saída, fusos, barras de torção, anéis giratórios, arame, válvulas, perfuradoras de rocha, etc.

Maior resistência ao desgaste
Existe uma correlação direta entre a dureza e a resistência ao desgaste. A resistência ao desgaste de uma peça aumenta significativamente com o endurecimento por indução, assumindo que o estado inicial do material foi recozido ou tratado para uma condição mais macia.
Maior resistência e vida útil à fadiga devido ao núcleo macio e à tensão de compressão residual na superfície
A tensão de compressão (normalmente considerada um atributo positivo) resulta do facto de a estrutura endurecida perto da superfície ocupar um volume ligeiramente superior ao do núcleo e da estrutura anterior.
As peças podem ser temperadas após Endurecimento por indução para ajustar o nível de dureza, conforme desejado
Tal como acontece com qualquer processo que produza uma estrutura martensítica, a têmpera reduz a dureza e diminui a fragilidade.
Estojo profundo com núcleo resistente
A profundidade típica da caixa é de .030" - .120", que é mais profunda, em média, do que processos como a cementação, a carbonitretação e várias formas de nitretação efectuadas a temperaturas subcríticas. Para determinados projectos, como eixos, ou peças que ainda são úteis mesmo depois de muito material se ter desgastado, a profundidade da caixa pode ser de até ½ polegada ou superior.
Processo de endurecimento seletivo sem necessidade de máscara
As áreas com pós-soldadura ou pós-maquinação permanecem macias - muito poucos outros processos de tratamento térmico são capazes de o conseguir.
Distorção relativamente mínima
Exemplo: um eixo de 1" Ø x 40" de comprimento, que tem dois moentes uniformemente espaçados, cada um com 2" de comprimento, que requerem o suporte de uma carga e resistência ao desgaste. O endurecimento por indução é efectuado apenas nestas superfícies, num total de 4" de comprimento. Com um método convencional (ou se endurecêssemos por indução todo o comprimento), haveria um empenamento significativamente maior.
Permite a utilização de aços de baixo custo, como o 1045
O aço mais popular utilizado para peças a serem endurecidas por indução é o 1045. É facilmente maquinável, de baixo custo e, devido a um teor de carbono de 0,45% nominal, pode ser endurecido por indução até 58 HRC +. Tem também um risco relativamente baixo de fissuração durante o tratamento. Outros materiais populares para este processo são 1141/1144, 4140, 4340, ETD150 e vários ferros fundidos.

Limitações do endurecimento por indução
Requer uma bobina de indução e ferramentas relacionadas com a geometria da peça
Uma vez que a distância de acoplamento entre a peça e a bobina é crítica para a eficiência do aquecimento, o tamanho e o contorno da bobina devem ser cuidadosamente selecionados. Embora a maioria dos tratadores disponha de um arsenal de bobinas básicas para aquecer formas redondas, como veios, pinos, rolos, etc., alguns projectos podem exigir uma bobina personalizada, por vezes com um custo de milhares de dólares. Em projectos de volume médio a elevado, o benefício da redução do custo de tratamento por peça pode facilmente compensar o custo da bobina. Noutros casos, os benefícios de engenharia do processo podem ultrapassar as preocupações com os custos. Por outro lado, para projectos de baixo volume, o custo da bobina e das ferramentas torna normalmente o processo impraticável se for necessário construir uma nova bobina. A peça também deve ser suportada de alguma forma durante o tratamento. A execução entre centros é um método popular para peças do tipo eixo, mas em muitos outros casos é necessário utilizar ferramentas personalizadas.
Maior probabilidade de fissuração em comparação com a maioria dos processos de tratamento térmico
Isto deve-se ao rápido aquecimento e arrefecimento, bem como à tendência para criar pontos quentes em caraterísticas/arestas, tais como: ranhuras, ranhuras, furos transversais, roscas.
Distorção com endurecimento por indução
Os níveis de distorção tendem a ser superiores aos de processos como a nitruração iónica ou a nitruração gasosa, devido ao rápido aquecimento/descongelamento e à transformação martensítica resultante. Dito isto, o endurecimento por indução pode produzir menos distorção do que o tratamento térmico convencional, particularmente quando é aplicado apenas a uma área selecionada.
Limitações de material com endurecimento por indução
Desde que o processo de endurecimento por indução não envolve normalmente a difusão de carbono ou de outros elementos, o material deve conter carbono suficiente, juntamente com outros elementos, para proporcionar uma temperabilidade que suporte a transformação martensítica até ao nível de dureza pretendido. Normalmente, isto significa que o carbono se situa na gama 0,40%+, produzindo uma dureza de 56 - 65 HRC. Podem ser utilizados materiais com menor teor de carbono, como o 8620, com a consequente redução da dureza atingível (40-45 HRC neste caso). Os aços como o 1008, 1010, 12L14, 1117 não são normalmente utilizados devido ao aumento limitado da dureza que se pode obter.
Detalhes do processo de superfície de endurecimento por indução
Endurecimento por indução é um processo utilizado para o endurecimento superficial de componentes de aço e de outras ligas. As peças a serem tratadas termicamente são colocadas dentro de uma bobina de cobre e depois aquecidas acima da sua temperatura de transformação através da aplicação de uma corrente alternada à bobina. A corrente alternada na bobina induz um campo magnético alternado dentro da peça de trabalho que faz com que a superfície exterior da peça aqueça até uma temperatura acima da gama de transformação.
Os componentes são aquecidos por meio de um campo magnético alternado até uma temperatura dentro ou acima da gama de transformação, seguida de um arrefecimento imediato. Trata-se de um processo eletromagnético que utiliza uma bobina indutora de cobre, alimentada por uma corrente com uma frequência e um nível de potência específicos.
