Soldadura por indução de fios em ligação com unidades de aquecimento por indução IGBT
Objetivo Aquecer conjuntos de conectores para soldar
Material Montagem do dispositivo
Terminais de latão estanhado Pasta de solda
Temperatura 500°F (260°C) 5-7 segundos
Frequência 360 kHz
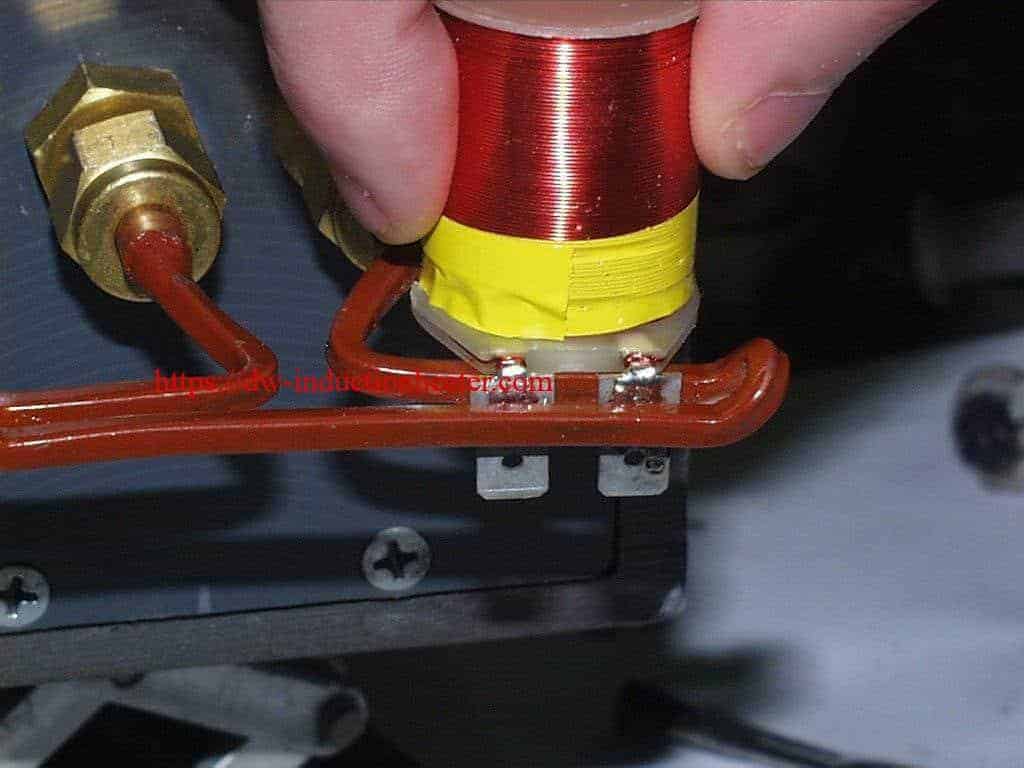
Equipamento Sistema de aquecimento por indução DW-UHF-6kW equipado com uma estação de calor remota, contendo dois condensadores de 0.66 μF. Uma bobina de aquecimento por indução concebida e desenvolvida especificamente para esta aplicação.
Processo É utilizada uma bobina helicoidal de uma volta para aquecer a pasta de solda. Os conectores são colocados dentro da bobina de aquecimento por indução e a energia de RF é aplicada durante 5-7 segundos até que o conetor aqueça.
A pasta de solda é aplicada à junta de duas formas: por bastão ou manualmente.
Resultados/Benefícios - Em comparação com a utilização de um ferro de soldar manual, o aquecimento por indução aplica calor com precisão para obter juntas de solda de maior qualidade
- Isto é ideal para integrar num sistema automatizado. Ao alimentar a solda com bastão, são produzidas peças esteticamente mais agradáveis.