brasagem de placas de cobre juntas de sobreposição
Descrição
Objetivo
O objetivo do ensaio de aplicação é a brasagem de juntas de sobreposição de placas de cobre e latão com indução para substituir o funcionamento do maçarico. As juntas de sobreposição podem ser de latão com latão ou de cobre com cobre.

O atual processo de maçarico resulta em excesso de contaminantes no conjunto e requer um extenso retrabalho após a operação de brasagem.
Equipamento
DW-HF-25kw máquina de aquecimento por indução

Materiais
- Placas de cupão de cobre e latão
- Liga de brasagem - EZ Flo 45

Parâmetros principais - Placas de cobre
Potência: 15 kW
Calor até à temperatura: Aproximadamente 1350° F (732° C)
Tempo: Tempo médio - 2 minutos

Processo e resultados:
- O fio de soldadura EZ Flo 45 foi cortado em comprimentos de 2" (50,8 mm) e colocado na área da interface.
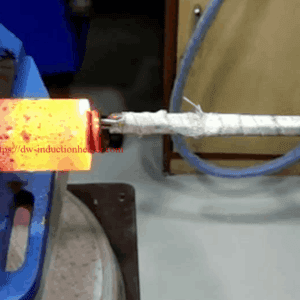
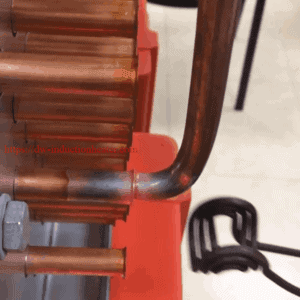
- Os conjuntos foram montados (ver fotos) e aquecidos com aquecimento por indução durante um tempo médio de 2 minutos para fazer fluir a liga e obter a brasagem.

Parâmetros principais - Placas de cupão de latão-cobre
Potência: 15 kW
Aquecer até à temperatura: Aproximadamente 1350° F (732° C)
Tempo: Tempo médio - 2 minutos

Processo e resultados:
- O fio de soldadura EZ Flo 45 foi cortado em comprimentos de 2" (50,8 mm) e colocado na área da interface.
- As montagens foram montadas (ver fotos) e aquecidas durante um tempo médio de 2 minutos para fazer fluir a liga e obter a brasagem por indução.