
Inductiesolderen van aluminiumbuizen met hoogfrequente inductieverwarming
De nieuwe toepassingsgebieden van inductieverwarming vereisen het analyseren van de temperatuurverdeling in de verwarmde componenten, rekening houdend met de bijbehorende structuren en materiaaleigenschappen. De eindige-elementenmethode (FEM) biedt een krachtig hulpmiddel om dergelijke analyses en optimalisatie van inductieverwarmingsprocessen uit te voeren door middel van gekoppelde elektromagnetische en thermische numerieke analyses en simulaties.

Het belangrijkste doel van deze bijdrage is om de mogelijkheid aan te geven van toepassing van de juiste, geavanceerde en efficiënte inductiesoldeertechnologie voor de productie van zonnecollectoren op basis van numerieke simulatie en uitgevoerde experimenten.
Probleemomschrijving
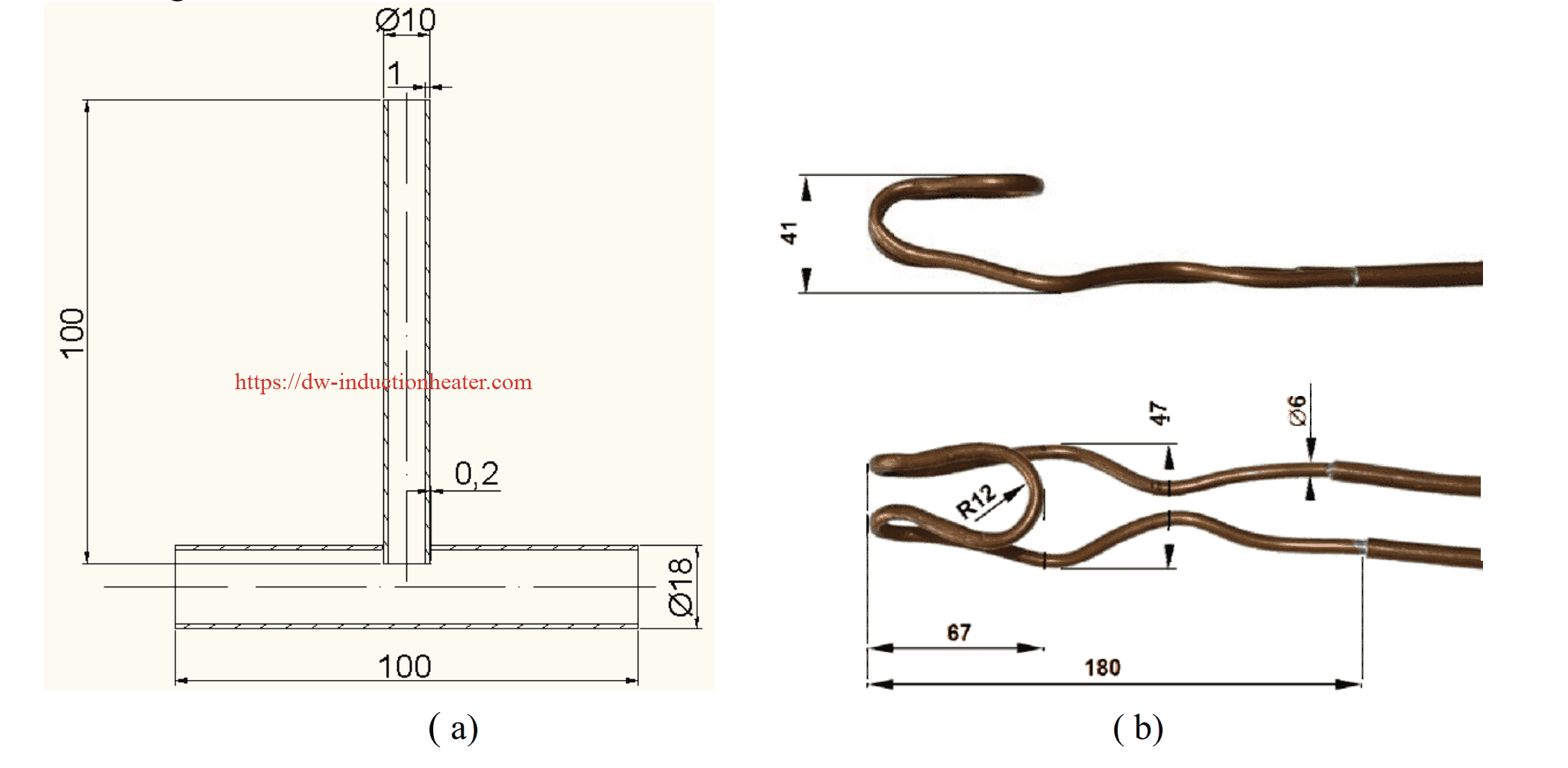
Dit werk behandelt het ontwerp van onderdelen voor zonnecollectoren die geschikt zijn voor het soldeerproces, namelijk de onderdelen van de verzamelbuizen (Fig. 1a). De buizen zijn gemaakt van een Al-legering van het type AW 3000 met de chemische samenstelling in tabel 1. Voor hardsolderen wordt een legering van het type Al 104 gebruikt (tabel 2). Voor hardsolderen wordt een legering van het type Al 104 gebruikt (tabel 2) samen met het vloeimiddel Braze Tec 32/80, waarvan de residuen niet corrosief zijn. Het temperatuurinterval tussen de solidus- en liquidustemperatuur voor de Al 104-hardsoldeerlegering ligt tussen 575 °C en 585 °C. De solidustemperatuur van het buismateriaal is 650 °C.
Tabel 1 Chemische samenstelling van AW 3000 legering [wt. %].
| Si | Fe | Cu | Mn | Mg | Zn | Cr | Al |
| 0.05-0.15 | 0.06-0.35 | max. 0.1 | 0.3-0.6 | 0.02-0.20 | 0.05-0.3 | max. 0.25 | balans |
Tabel 2 Chemische samenstelling van de hardsoldeerlegering van het type Al 104 [wt. %].
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
| 11-13 | 0.6 | max. 0.3 | 0.15 | 0.1 | 0.2 | max. 0.15 | balans |
Het hardsoldeerproces veronderstelt de toepassing van inductieverwarming. Het is noodzakelijk om het systeem van inductieverwarming zo te ontwerpen dat de hardsoldeertemperaturen in de verbindingszone (gesoldeerde metalen - hardsoldeerlegering) gelijktijdig worden bereikt. Vanuit dit oogpunt is een juiste selectie van de inductiespoel, de geometrie en de werkingsparameters (voornamelijk de frequentie en de bronstroom) erg belangrijk. De vorm en afmetingen van de ontworpen koperen watergekoelde inductiespoel worden getoond in Fig. 1b
Het effect van relevante parameters van inductieverwarming op de temperatuurverdeling in de gesoldeerde delen werd beoordeeld met behulp van de numerieke simulatie van inductieverwarming met behulp van de programmacode ANSYS 10.0.
Simulatiemodel
In overeenstemming met de methodologie voor het oplossen van gekoppelde elektromagnetische en thermische problemen door middel van FEM met behulp van de ANSYS 10.0 software [3-5], werd het simulatiemodel van inductieverwarmingsproces voor hardsolderen ontwikkeld, inclusief geometrische, fysische en initiële en randvoorwaarden. Het belangrijkste doel van de numerieke simulatie was het definiëren van de optimale parameters van inductieverwarming (de frequentie en de bronstroom) om de vereiste temperatuurverdeling te bereiken in de zone van voegvorming.
Voorgesteld 3D-model (Fig. 2) voor elektromagnetische analyse bestaat uit het model van buizen, hardsoldeerlegering, watergekoelde inductiespoel en omringende lucht (niet getoond in Fig. 2). In de thermische analyse werden alleen de buizen en de hardsoldeerlegering beschouwd. Fig. 2b toont een detail van het netwerk dat wordt gegenereerd uit de lineaire elementen met 8 knooppunten in de zone waar de verbinding wordt gevormd.

Fig. 2 a) Geometrisch model voor elektromagnetische analyse zonder omringende lucht en b) detail van het 3D-net gegenereerd in de zone van voegvorming.De temperatuurafhankelijkheid van elektrische en thermische eigenschappen van AW 3000 legering en Al 104 hardsoldeerlegering werden verkregen met JMatPro software [6]. Op grond van het feit dat de toegepaste materialen niet-magnetisch zijn, is hun relatieve permeabiliteit µr = 1.
De begintemperatuur van de gesoldeerde materialen was 20 °C. Er werd uitgegaan van perfecte elektrische en thermische contacten op de grensvlakken van de materialen. De frequentie van de bronstroom in de inductiespoel werd verondersteld 350 kHz te zijn. De waarde van de bronstroom werd bepaald in het interval van 600 A tot 700 A. Er werd rekening gehouden met afkoeling van de gesoldeerde buizen door vrije convectie en straling naar de lucht met een temperatuur van 20 °C. De gecombineerde warmteoverdrachtscoëfficiënt die afhankelijk is van de oppervlaktetemperatuur van de gesoldeerde delen werd gedefinieerd. In Fig. 3 wordt de temperatuurverdeling in gesoldeerde onderdelen na het bereiken van de vereiste temperaturen in de verbindingszone getoond voor gekozen waarden van toegepaste bronstromen in inductieverwarmingsspoel. De tijd van 36 seconden bij gebruik van de bronstroom van 600 A lijkt vrij lang. De snelle verwarming met de bronstroom van 700 A kan niet voldoende zijn voor het smelten van de Al 104 hardsoldeerlegering. Daarom wordt een bronstroom van ongeveer 620 A tot 640 A aanbevolen, wat leidt tot hardsoldeertijden van 25 tot 27,5 seconden......
