Inductiesolderen van roestvast stalen buizen
Beschrijving
Inductie hardsolderen van roestvast stalen buizen met hoge frequentie verwarmingssysteem
Doelstelling onderzoek
Twee roestvrijstalen buizen binnen 20 seconden bij lage temperatuur aan elkaar hardsolderen
Onderdelen en materialen Beschrijving
(2) .350 O.D. stalen buizen, één met een lichte flare aan de rand; BAg-24 hardsoldeerdraad, zwarte flux
Vereiste temperatuur
1330°F
Inductieverwarmingsapparatuur
DW-UHF-10kW RF-inductievoeding4-draaispiraal spoel met een buitendiameter van 1,5".
Bedrijfsfrequentie
300 kHz
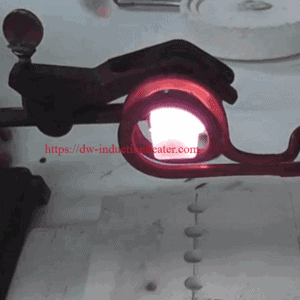
Verwarmingsprocedure
De tests werden uitgevoerd in de open lucht. Er werd een speciaal ontworpen spiraalvormige inductor met vier draairichtingen gebruikt om het verbindingsgebied optimaal te verwarmen. De eerste tests werden uitgevoerd met kale onderdelen en temperatuurgevoelige verf om de tijd-tot-temperatuur en verwarmingsprofielen vast te stellen. De BAg-24 hardsoldeerdraad werd in voorvormen gevormd om in de O.D. van het rechte buisgedeelte te passen. Op beide buizen werd ook zwart vloeimiddel aangebracht. De twee buisdelen werden vervolgens in elkaar gepast met de soldeervoorvormen tegen het uitlopende buisdeel. Nadat gedurende 18 seconden RF-vermogen was toegepast, bereikte de hardsoldeerdraad een temperatuur van 1330°F. De draad smolt en vloeide in de verbinding. Het RF-vermogen werd nog twee seconden gehandhaafd om ervoor te zorgen dat alle hardsoldeerdraad smolt.
Conclusie
Binnen 20 seconden werden consistente, herhaalbare resultaten bereikt bij 1330°F. De hardsoldeerdraad smolt en vloeide gelijkmatig in het verbindingsgebied.