
Inductiesoldeerapparaten voor roestvast staal
Beschrijving
Inductie solderen roestvrij staal Tools met RF verwarming apparatuur
Doelstelling onderzoek
Drie verbindingen hardsolderen op een tandheelkundige profylaxe-assemblage met inductieverwarming; om de opbrengstconsistentie te verbeteren en de cyclustijd te verkorten.
Onderdelen en materialen Beschrijving
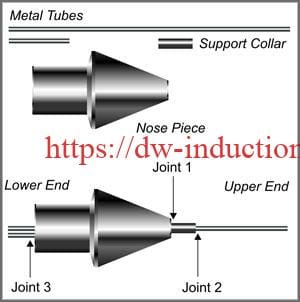
Roestvrij stalen profylaxe neusstuk, twee buizen, buissteunkraag, hardsoldeerringen, B1 vloeimiddel
Vereiste temperatuur
1400°F
Inductieverwarmingsapparatuur
DW-UHF-4.5kW RF inductieverwarming voeding, speciaal ontworpen inductor (spoel)
Bedrijfsfrequentie
400 kHz
Verwarmingsprocedure
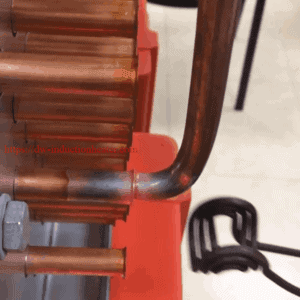
Er werden initiële tests uitgevoerd om de tijd-tot-temperatuur en verwarmingsprofielen vast te stellen. Er werd vastgesteld dat een tweefasig proces optimale resultaten zou opleveren. Voor deze toepassing werd een speciaal ontworpen spiraalvormige inductor met vier windingen en dubbele wikkeling gebruikt om gelijkmatige warmte te leveren aan de verbindingsgebieden. De twee buizen, buissteunkraag en neusstuk werden geassembleerd en op hun plaats gehouden met tijdelijke opspanmiddelen. De hardsoldeerringen werden op hun plaats gebracht en er werd een dunne laag B1 flux aangebracht op de hele assemblage. In de eerste fase van het verwarmingsproces werd het bovenste buisuiteinde van de assemblage in de verwarmingszone geplaatst en werd gedurende 10 seconden inductiestroom toegevoerd. In de tweede fase werd de assemblage omgekeerd en werd het onderste uiteinde van de assemblage nog eens 10 seconden verhit. Daarna werd de assemblage verwijderd, in heet water gedompeld om de flux te verwijderen en met hete lucht drooggeblazen.
Conclusie
Er werden consistente, herhaalbare resultaten verkregen met de DW-UHF-4,5kW voeding en 10 seconden warmtecycli. Elke soldeerverbinding werd afgedicht met een gelijkmatige filet