
自動車部品の誘導予熱溶接
説明
誘導加熱装置で自動車部品を溶接する誘導予熱
目的 トラック車軸の継ぎ目を15秒以内に300°F以上に予熱して溶接に使用し、通電後15秒間溶接部内の温度を維持する。
をオフにした。
350°、375°、400°Fの温度表示塗料。350°、375°、400°Fの温度表示 "クレヨン"。
温度 350°F
周波数 75 kHz
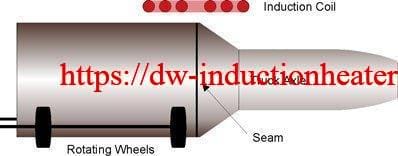
装置 DW-HF-35kW電源、4個の1.2μFコンデンサーと特別設計のパンケーキ誘導コイルを備えた遠隔ヒートステーション。
工程 車軸を15秒で400°回転させる治具を製作し、誘導コイルを車軸の上に配置した。車軸の周囲(コイルの下)には350°Fと400°Fの温度を示す塗料を塗った。車軸を回転させている間、RF電力を15秒間印加した。すべて
の塗料が溶け、車軸の温度が400°F以上であることが確認された。RF電源を切り、温度「クレヨン」を直ちに車軸に当てて温度をモニターした。400°Fのクレヨンは溶けず、375°Fのクレヨンは15秒間溶け、350°Fのクレヨンは30秒間溶けた。
秒。
結果 スチール車軸は15秒以内に400°F以上に加熱され、350°F以上の温度は電源オフ後も30秒間維持され、溶接アプリケーションの要件を満たした。