高周波表面焼入れ鋼製継手
説明
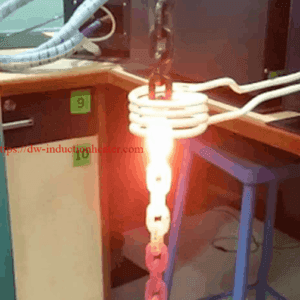
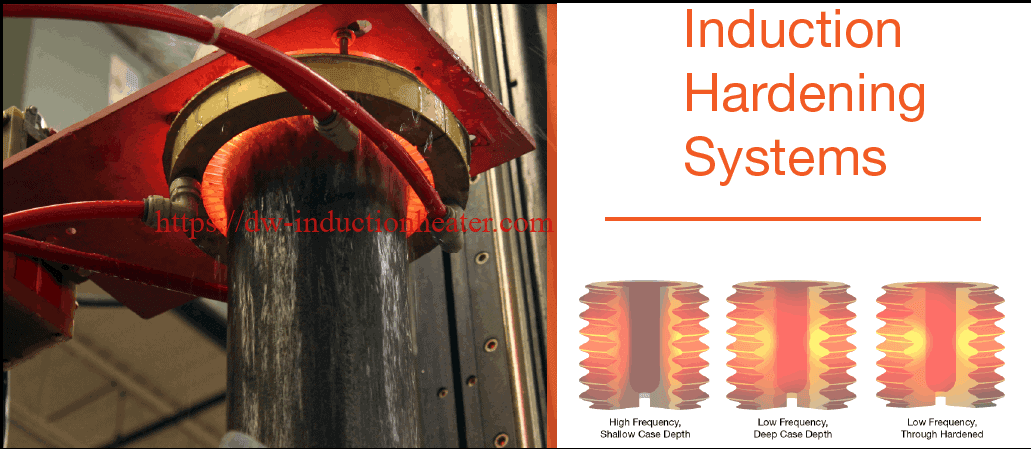
誘導表面硬化鋼フィッティングを1600 ºF (871 ºC)まで硬化。
主要な技術的な変数は表面の硬度、ローカル硬度および有効な堅くされた層の深さである。

材質:スチール製フィッティング(直径0.75"/19mm)
温度1600 ºF (871 ºC)
周波数:368 kHz
設備
–DW-UHF-10kW誘導加熱システム 1.0μFのコンデンサーを2個搭載したリモート・ヒート・ステーションを装備
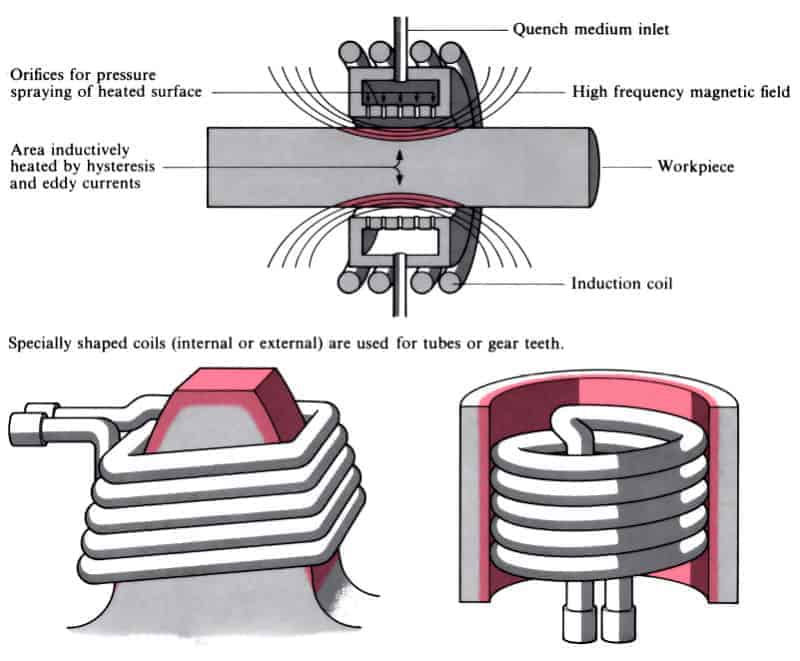
-この用途のために特別に設計・開発された3回転パンケーキ・ヘリカル誘導加熱コイル
について 誘導加熱コイル設計 これにより、部品を下から加熱コイルに入れることが可能になった。また、顧客の現在のセットアップの中でうまく機能するように設計された。最初のテストは、温度表示塗料を使用して行われ、加熱パターンの均一性と加熱速度が評価された。良好な加熱パターンが得られたので、サンプルを1.0秒、1.25秒、1.5秒の時間間隔で処理した。サンプルは、加熱後、水冷クエンチに落とされ、硬化プロセスが終了した。

結果/メリット
スピード:フィッティングは2秒以内に加熱された
効率:誘導加熱は、競合する加熱方法よりも少ないエネルギーしか使用しません。
フットプリント/デザイン 誘導加熱 床面積を最小限に抑えながら設置でき、さらにコイルデザインは顧客の運転配置に適合する。