誘導収縮継手ベアリング
説明
IGBTの高周波暖房の単位が付いている誘導の収縮の付属品の軸受け
目的 ローラーベアリングアセンブリーを焼きばめ用に加熱する。
材質 スチール製ベアリング、直径1インチ~3.5インチ(25.4~89mm)
温度 300ºF (150ºC)
周波数 180 kHz
機器 DW-UHF-6kW固体誘導電源は、0.1μFのコンデンサ2個(合計0.2μF)、この用途のために特別に設計・開発された誘導加熱コイルを含むリモート・ヒート・ステーションを装備。
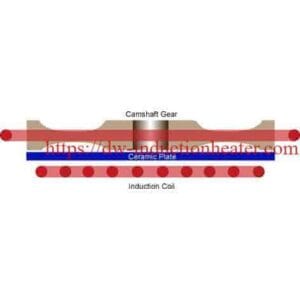
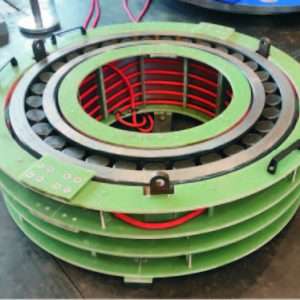
プロセス 必要なヒートパターンを生成するために、多回転ヘリカルコイルが使用される。ベアリングは誘導加熱コイル内に配置され、その軸はコイルの軸に対して垂直である。
ベアリングの様々なサイズのリングに熱を加える。これにより、その後のスチールシャフト上での収縮のために、ベアリングアセンブリの適切な成長が保証されます。(1つのコイル設計で、あらゆるサイズのベアリングの加熱が可能です。) 温度表示塗料は、温度の均一性と温度到達に必要な時間を確認します。
温度に達する。ベアリングアセンブリーはよく加熱され、30~60秒で150~175℃に達します。一旦加熱されると、ベアリングはシャフトに簡単に収縮します。
外力である。
結果/利点 多回転ヘリカルコイルは、横モードでベアリングサイズの全範囲に均一な熱を供給します。この単相電源を使用することで、設置が大幅に簡素化され、可搬性が向上します。誘導システムは台車に載せて、焼きばめのために熱を必要とする製造エリアに移動できます。