高周波ろう付けによる真鍮管と真鍮ディスクの接合
説明
高周波ろう付けによる真鍮管と真鍮ディスクの接合

目的
真鍮のモニュメント・マーカーに真鍮のステムを銀ロウ付けする必要がある。
- ブレージング合金用銀はんだ、ステイシルブフラックス使用
- 現在の工程ではトーチを使用し、1個あたり2~3分かかる。
設備
材料
- サンプル素材はいずれも真鍮。センターチューブ-外径0.500インチ(12.7mm)(肉厚0.0605インチ(1.537mm))×高さ2.9/3インチ(73.66mm)
- マーカープレート-外径3.6インチ(91.44mm)×厚さ0.125インチ(3.175mm)(公称)わずかに凹んでいる。
- 合金-シルフォスロッド-0.125インチ(3.175mm)x0.050インチ(1.27mm)
- フラックス
主要パラメーター
温度1475-1500°F (801-815°C)
パワー: 5 kW
時間:45秒

プロセス 誘導ろう付け:
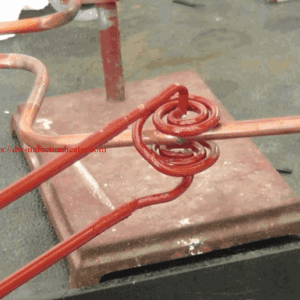
- 合金の「手供給」(トーチろう付けの一般的なやり方)をなくすことを実証するため、私たちは顧客の合金をリング状に成形し、センターポストチューブにぴったりとはめ込みました。(b)均一な合金リングを使用することで、オペレーターのコントロールが不要となり、トーチろう付けのような特別なスキルは必要ありません。合金サプライヤーは、チューブの外径にぴったり合うように、あらかじめ合金リングを成形して提供することができる。
- 付属のStay Silv whitフラックスでチューブとマーカープレート上の嵌合部にフラックスを塗布し、予備成形した合金リングをチューブの底に移動させ、チューブとマーカープレートの界面位置で接触させた。
- 二重断面/直径のコイルは、管と板を部品の界面で約1500 0Fまで均一に加熱するように設計され、温度が合金の流れに達すると、あらかじめ形成されたリングが管の周りを流れ、マーカーメッキが施され、完全なろう付けフィレットが形成されました。塗布が固化するのを待ってから、アセンブリをコイルから下ろし、残留フラックスを除去するために水浴にかけた。

メリット 誘導ろう付け:
- 時間と温度を正確にコントロール
- 急速なヒートサイクルによるオンデマンドパワー
- オペレーターに依存しない、繰り返し可能なプロセス
- 裸火のない安全な暖房
- エネルギー効率の高い暖房