溶接用タービンブレードの予熱
説明
溶接用タービンブレードの誘導予熱
目的 溶接用にタービンブレードを1850 ºF (1010 ºC)まで誘導予熱する。
素材: スチール製タービンブレード
温度だ: 1850 ºF (1010 ºC)
頻度: 305 kHz
誘導加熱装置: DW-UHF-6kW-I 150-400 kHz 誘導加熱システム μFのコンデンサーを2個搭載したリモート・ヒート・ステーションを装備。

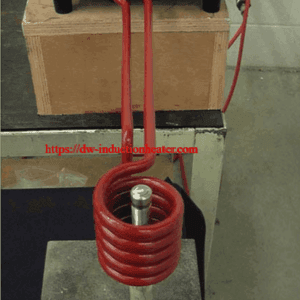
- このアプリケーションのために特別に設計・開発されたシングルポジションのワンターン・インダクション・ヒーティング・コイル
プロセス シングル・ポジション・ワン・ターン 誘導加熱コイル はタービンブレードの先端を加熱するように設計された。6kWの誘導加熱電源により、タービンブレードは目標時間である1分以内に温度まで加熱された。

結果/メリット
スピード:顧客は1分以内に部品を温度まで加熱することを望んでいたが、このプロセスはそれを達成した。
- 精度:顧客は、ブレードの先端全体にわたって均一な加熱を希望していたが、提案されたプロセスによってそれが達成された。
- 部品の品質:最終的な結果は、溶接工程に迅速に移行できる予熱プロセスである。
すべての品質要件を満たす