IGBTの高周波加熱装置が付いている誘導のはんだ付けする銅線
目的 2本の銅線を、銅バスバー上にあらかじめ取り付けたタレットにはんだ付けする。
材質 はんだディップ銅/ニッケルブスバー、錫メッキ銅撚り線2本、ろう付け棒
温度 446 ºF (230 ºC)
周波数 230 kHz
装置 - DW-UHF-6kW誘導加熱システム、1.2μFコンデンサー1個を含むリモート・ワークヘッドを装備。
- この用途のために特別に設計・開発された誘導加熱コイル。
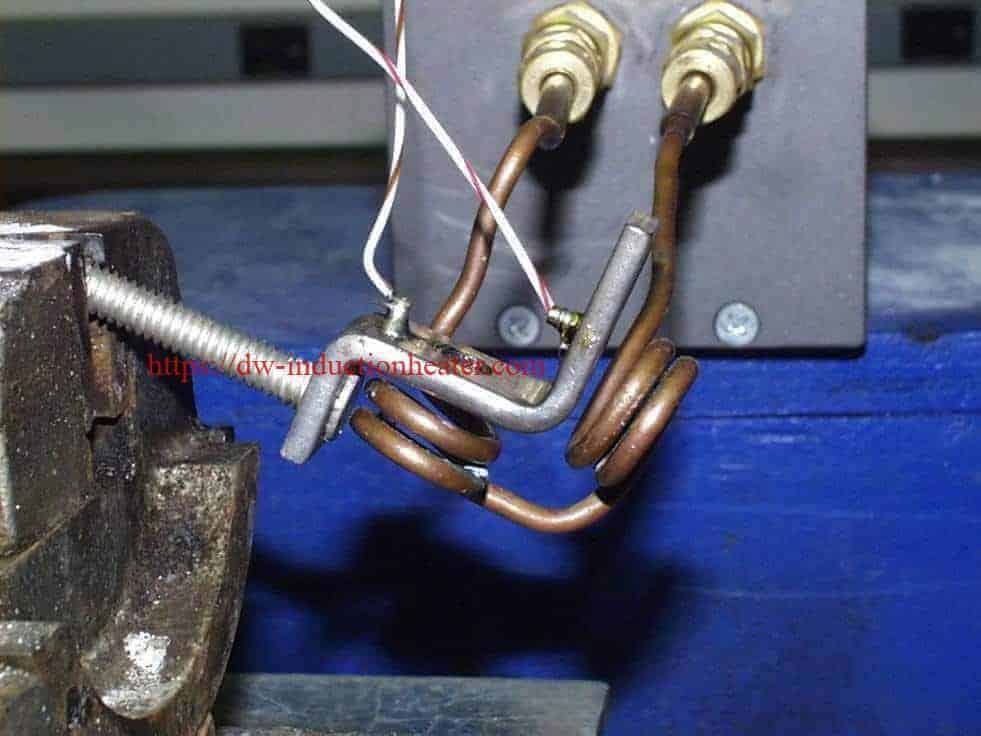
工程 バスバーアセンブリーのはんだ付けには、4ターンのスプリットヘリカルコイルが使用される。2本の銅線をターレットに取り付け、30秒間通電する。加熱された部品にろう棒を手で供給し、ろうが均一に流れて接合部が形成される。
結果/利点 誘導加熱がもたらすもの:
- はんだ付け時間の短縮
- 均一な加熱分布
- 関節と関節の整合性